דוקו הוא תהליך שבו משתמשים במכונה לדוקו כדי לגרום להיפוך פלסטי של החומר הפלזמי, כדי להשיג את התכונות המכניות, הצורה והגודל הנדרשים. באמצעות דוקו ניתן להסיר חסרונות של חומר מתכת שנוצר במהלך התהליך של יציקת המתכת, ליטAPT את המבנה הקטן, ולשמור על זרימת המתכת המלאה, כך שהתכונות המכניות של הדוקו הן בדרך כלל טובות יותר מהיציקה של אותו חומר. רוב חלקי המכונה החשובים שדורשים עומס גבוה ותנאים עבודה חמורים משתמשים בחלקים שנוצרו על ידי דוקו.
| פריט | חישוק | יציקה | |
|---|---|---|---|
| תהליך | דוקו הוא תהליך שבו משתמשים במכונה לדוקו כדי לגרום להיפוך פלסטי של החומר הפלזמי, כדי להשיג את התכונות המכניות, הצורה והגודל הנדרשים. באמצעות דוקו ניתן להסיר חסרונות של חומר מתכת שנוצר במהלך התהליך של יציקת המתכת, ליטAPT את המבנה הקטן, ולשמור על זרימת המתכת המלאה, כך שהתכונות המכניות של הדוקו הן בדרך כלל טובות יותר מהיציקה של אותו חומר. רוב חלקי המכונה החשובים שדורשים עומס גבוה ותנאים עבודה חמורים משתמשים בחלקים שנוצרו על ידי דוקו. | יציקה היא תהליך בו מכניסים את המתכת הנוזלת לתוך מערבלת היציקה, ולאחר מכן מקררים ומוצקים כדי לקבל את החלקים הנדרשים. | |
| חומר | חומר לדוקו נעשה gebruik בצורה רחבה ברובע העגול ובברזל הריבועי. ישנו גם ברזל פחמתי, ברזל ספיגתי, ברזל ללא פחמן וכן כמה מתכות לא-פלדניות המשמשות בעיקר בתעשיות אווירונאוטיקה ודיוק. | הכנת מסגרות מוצלחות בדרך כלל מתבצעת באמצעות ברזל יצוק אפור, ברזל דקטילי, ברזל גמיש ו-'ברזל יצוק'. חומרים לא פירוסיים נפוצים למסגרות: נחושת, נחושת טינט, נחושת וושי, אלומיניום וכו'. | תחת תנאים שקולים, יש למתכת יצוקה תכונות מכניות טובות יותר, בעוד שהכנת מסגרות היא עדיפה במונחי צורה. |
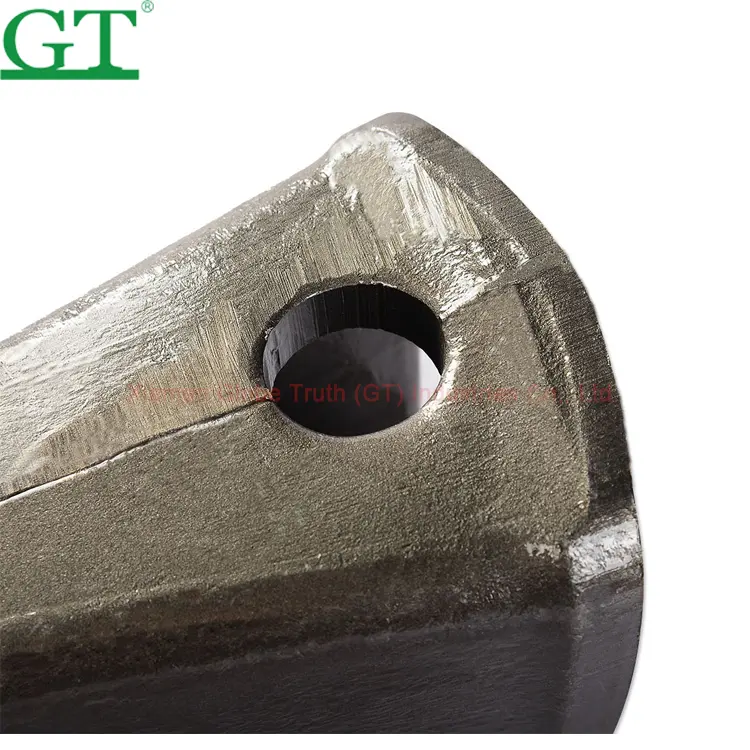
| מראה | תגובה חמצון של המתכת במהלך התהליך בטמפרטורה גבוהה עלולה לגרום לצמיגות קלה על פני השיניים של הכף המוצלחת. כמו כן, מכיוון שהכנת מסגרות נעשית על ידי יציקת צורה, לאחר הסרת העקומה מהמold, יהיה קו חלוקה בשיניים של הכף המוצלחת. | יש עקבות חול והצקת קשת על פני שיניים של הכף היצוקה. | |
| תכונות מכניות | תהליך הכנת מסגרות יכול להבטיח את התאימות של הצמיג המתכתי, לשמור על זרימת המתכת השלמה, להבטיח תכונות מכניות טובות וזמן חיים ארוך לשיניים של הכף, מה שאיננו אפשרי בתהליך יציקה. |
בשונה מחלקים שמיוצרים על ידי יציקה, ניתן לשפר את המבנה והמאפיינים המכניים של מתכת לאחר דקירה. הארגון היצוקי לאחר דקירת התפורמות חום,ystal הורידים העצומים והריבועיים המקוריים משתנים לפלטנים קטנים יותר, וארגון רקריסטליזציה איזומטרי אחיד, מה שגורם להכפפה של מבנה הפנימי של הדגש, החוסר הצפיפות, הפיגומים וההפרשים הפנימיים בבלוק לצמיחה צפופה יותר, וכך מגדילים את הפלסטיקיות והמאפיינים המכניים של המתכת. הכאה היא השגת הצורה הנדרשת על ידי לחיצה של המתכת דרך דפורמציה פלסטית, בדרך כלל באמצעות מart או לחץ. תהליך הכאה מציע מבנה גרעיני עדין, ומשפר את התכונות הפיזיות של המתכת, בשימוש מעשי, עיצוב מתאים יכול להבטיח שהזרימת הגרעינים תהיה בכיוון של המתח העיקרי. לעומת זאת, יציקה היא השגת עצמים מתכתיים בצורה מסוימת באמצעות שיטות יציקה שונות, כלומר להכניס את המתכת נוזלית לתוך המודל המוכן כדי לקבל צורה, גודל ותכונות מסוימות, על ידי אביזור, יציקה, חיסול או שיטות יציקה אחרות, ולאחר מכן קירור, טיהור וטיפול סופי. |
|

| שינית כיבוס לכאה | ||||
|---|---|---|---|---|
| מספר חלק | דגם | U′WT(KG) | אורך כולל | קוטר |
| 205-70-19570 | PC200RC | 5.8 | 265 | ∅29 |
| 205-70-19570 | PC200RCQ | 4.7 | ∅29 | |
| 207-70-14151 | PC300RC | 10 | 310 | ∅30 |
| 207-70-14151 | PC300RC(Q) | 8.5 | 305 | ∅30 |
| 208-70-14152 | PC400RC | 14.2 | 345 | ∅35 |
| 2713-1217 | DH220RC | 5.7 | 257 | ∅23 |
| 2713-1219 | DH300RC | 7.8 | 288 | ∅25 |
| 2713-0032 | DH360RC | 11 | 314 | ∅27 |
| 2713-1236 | DH420RC/DH500 | 16.3 | 350 | ∅29.5 |
| 1U3352 | E320RC | 7.3 | 275 | ∅26 |
| 1U3352 | E320RC | 8.5 | 285 | ∅26 |
| 7T3402RC | E325RC/SK330 | 10.6 | 310 | ∅27 |
| 9W8452 | E330RC | 13.7 | 336 | ∅30.4 |
| 9W8552RC | E345RC | 24.2 | 390 | ∅35 |
| 14530544RC | EC210RC | 7.7 | 288 | ∅28 |
| 14536800RC | VOL360RC/EC460 | 15.5 | 341 | ∅34.5 |
| EC480RC | 20.3 | 372 | ∅38 | |
| 205-70-19570TL | PC200TL | 5.5 | ∅29 | |
| 14536800TL | VOL360TL | 12 | 430 | ∅34.5 |
| 208-70-14152TL | PC400TL | 12.5 | 410 | ∅35 |