Kułowanie to proces, w którym za pomocą maszyny kułowniczej powoduje się plastyczną deformację półproduktu metalowego, aby uzyskać określone właściwości mechaniczne, kształt i wymiary. Dzięki kułowaniu można wyeliminować porowatość metalu powstałą podczas procesu wlewu, zoptymalizować mikrostrukturę oraz zachować pełny przepływ metali, dlatego właściwości mechaniczne kułowanego elementu są ogólnie lepsze niż u castingu z tego samego materiału. Większość kluczowych części maszyn, które muszą pracować przy dużych obciążeniach i w trudnych warunkach eksploatacji stosuje czynniki kułowane.
| Element | Wyroby szlachetne | FORMOWANIE | |
|---|---|---|---|
| Proces | Kułowanie to proces, w którym za pomocą maszyny kułowniczej powoduje się plastyczną deformację półproduktu metalowego, aby uzyskać określone właściwości mechaniczne, kształt i wymiary. Dzięki kułowaniu można wyeliminować porowatość metalu powstałą podczas procesu wlewu, zoptymalizować mikrostrukturę oraz zachować pełny przepływ metali, dlatego właściwości mechaniczne kułowanego elementu są ogólnie lepsze niż u castingu z tego samego materiału. Większość kluczowych części maszyn, które muszą pracować przy dużych obciążeniach i w trudnych warunkach eksploatacji stosuje czynniki kułowane. | Wlewanie to proces, w którym ciekły metal wprowadza się do formy wylewnej, a po ochłodzeniu i stwardnieniu otrzymuje się wymagane części. | |
| Materiał | Materiały do kułowania szeroko stosowane są w postaci stalowych prętów okrągłych i kwadratowych. Są to stale węglowe, stopy stopowe, nierdzewne stale oraz niektóre metale nieżelazne, które głównie znajdują zastosowanie w przemyśle lotniczym i precyzyjnym. | Wyrób odlewniczy zwykle wykorzystuje szare żelazo litnicze, giętkie żelazo litnicze, odlewne żelazo malleable oraz „stal litniczą”. Powszechne nieferrometalowe materiały odlewnicze: brąz, brąz cynkowy, brąz wuxi, aluminium itp. | W warunkach równoważnych, metal wykuwany ma lepsze właściwości mechaniczne, podczas gdy odlew jest lepszy w formowaniu. |
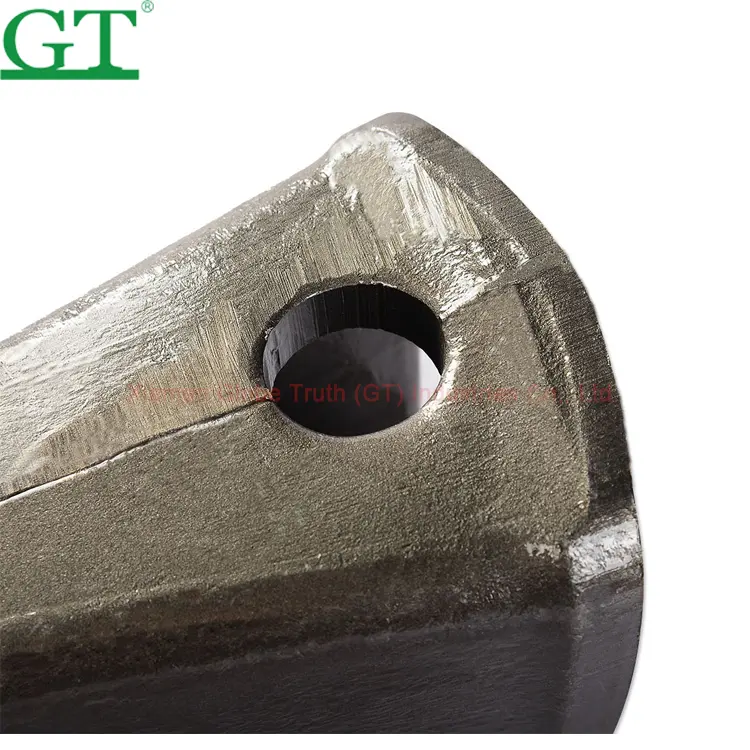
| Wygląd | Reakcja utleniania stali podczas procesu wysokotemperaturowego może spowodować drobne ziarno na powierzchni wykuwanych zębów wiader. Ponadto, ponieważ wykuwanie odbywa się przez formowanie, po usunięciu rezerwy w formie, będzie istniała linia styku w zębach wiader po wykuwaniu. | Na powierzchni zębów wiader odlewanych występują ślady piasku i odlewana ziarnistość. | |
| Właściwości mechaniczne | Proces wykuwania gwarantuje ciągłość włókna metali, zachowując pełny przepływ metalu, co zapewnia dobre właściwości mechaniczne i długotrwałą żywotność zębów wiader, czego proces odlewania nie może dorównać. |
W porównaniu do części wytwarzanych przez odlewnictwo, struktura i właściwości mechaniczne metali mogą zostać poprawione po kuźnictwie. Struktura odlewana po termicznym deformowaniu w procesie kuźnictwa zmienia pierwotne grube kryształy i słupkowate ziarna na drobniejsze ziarna oraz jednorodną izometryczną organizację rekryształtowaną, co sprawia, że struktura pierwotnego rozdziału w ingocie, porowatości, przewlekłości oraz inkluzji śladów staje się gęściej spakowana, co z kolei poprawia plastyczność metali i ich właściwości mechaniczne. Kuźnictwo polega na uzyskaniu wymaganego kształtu poprzez zniekształcenie plastyczne metali, zazwyczaj przy użyciu młota lub nacisku. Proces kuźnictwa oferuje drobnoziarnistą strukturę oraz poprawia właściwości fizyczne metali. W praktyce, odpowiednio zaprojektowany element może zagwarantować przepływ ziaren w kierunku głównej siły. Natomiast formowanie to proces pozyskiwania przedmiotów metalowych za pomocą różnych metod formowania, czyli umieszczenie ciekłego metala w przygotowanej formie, aby uzyskać określoną geometrię, rozmiar i właściwości, poprzez topienie, formowanie, iniekcję lub inne metody formowania, a następnie wyciągnięcie po ochłodzeniu, oczyszczeniu i końcowym obróbce. |
|

| Ząb Kuźniczy | ||||
|---|---|---|---|---|
| Numer części | Model | U′WT(KG) | Całkowita długość | Średnica |
| 205-70-19570 | PC200RC | 5.8 | 265 | ∅29 |
| 205-70-19570 | PC200RCQ | 4.7 | ∅29 | |
| 207-70-14151 | PC300RC | 10 | 310 | ∅30 |
| 207-70-14151 | PC300RC(Q) | 8.5 | 305 | ∅30 |
| 208-70-14152 | PC400RC | 14.2 | 345 | ∅35 |
| 2713-1217 | DH220RC | 5.7 | 257 | ∅23 |
| 2713-1219 | DH300RC | 7.8 | 288 | ∅25 |
| 2713-0032 | DH360RC | 11 | 314 | ∅27 |
| 2713-1236 | DH420RC/DH500 | 16.3 | 350 | ∅29.5 |
| 1U3352 | E320RC | 7.3 | 275 | ∅26 |
| 1U3352 | E320RC | 8.5 | 285 | ∅26 |
| 7T3402RC | E325RC/SK330 | 10.6 | 310 | ∅27 |
| 9W8452 | E330RC | 13.7 | 336 | ∅30.4 |
| 9W8552RC | E345RC | 24.2 | 390 | ∅35 |
| 14530544RC | EC210RC | 7.7 | 288 | ∅28 |
| 14536800RC | VOL360RC/EC460 | 15.5 | 341 | ∅34.5 |
| EC480RC | 20.3 | 372 | ∅38 | |
| 205-70-19570TL | PC200TL | 5.5 | ∅29 | |
| 14536800TL | VOL360TL | 12 | 430 | ∅34.5 |
| 208-70-14152TL | PC400TL | 12.5 | 410 | ∅35 |