Forimi është një proces që përdor një makinë forimi për të bërë deformimin plastik të pjessës së metalit, me qëllim të fitimit të disa vetive mekanike, formës dhe madhësisë. Përmes forimit mund të eliminohen defektet e metalit të derdhur në procesin e shkrirjes, të optimizohet struktura mikroskopike, të ruhet rrjedha e plotë e metaleve, kështu që vetitë mekanike të forimeve janë përgjithësisht më të mira se ato të derdhurave të materialit të njëjtë. Shumica e pjesëve të rëndësishme të makinave që kërkojnë ngarkesa të larta dhe kushte të rënda punësimi përdorin pjesë forimi.
| Artikulli | Formim në gjak | Larg | |
|---|---|---|---|
| Procesi | Forimi është një proces që përdor një makinë forimi për të bërë deformimin plastik të pjessës së metalit, me qëllim të fitimit të disa vetive mekanike, formës dhe madhësisë. Përmes forimit mund të eliminohen defektet e metalit të derdhur në procesin e shkrirjes, të optimizohet struktura mikroskopike, të ruhet rrjedha e plotë e metaleve, kështu që vetitë mekanike të forimeve janë përgjithësisht më të mira se ato të derdhurave të materialit të njëjtë. Shumica e pjesëve të rëndësishme të makinave që kërkojnë ngarkesa të larta dhe kushte të rënda punësimi përdorin pjesë forimi. | Kastimi është një proces që përfshin hedhjen e metalit të lëngshëm në kavitetin e kastimit, pas ftohjes dhe ngurtësimit për të marrë pjesët e kërkuara. | |
| Material | Materialet e forguara përdoren gjerësisht si hekur me prerje rrethore dhe katrorë. Përfshijnë çelik karboni, çelik alejimi, çelik korroziv-rezistent, si dhe disa metale johekurë, të cilat përdoren kryesisht në industrinë ajrospaciale dhe të saktë. | Për kastim zakonisht përdoren hekur i derdhur grishtor, hekur i derdhur ductil, hekur i derdhur tërheqës dhe çelik i derdhur. Metale johekurë të zakonshme për kastim: bronz bakri, bronzi me tin, bronzi wuxi, legjira alumini etj. | Në kushte të barabarta, metali i forguar ka performancë më të mirë në vetitë mekanike, ndërsa kastimi është më i mirë në formësim. |
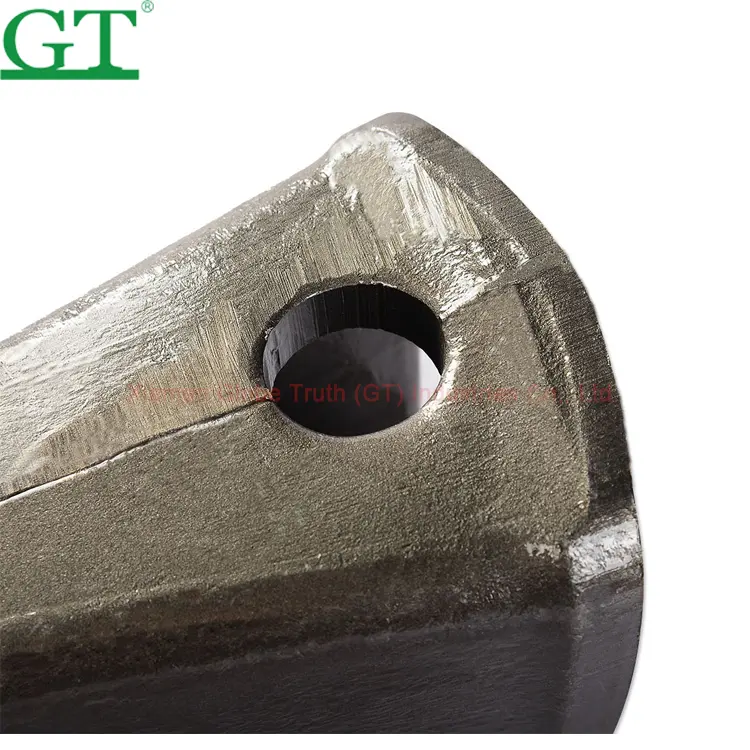
| Larg | Reagimi i oksidimit i çelikut të forguar gjatë procesit me temperaturë të lartë shkakton grura të vogla kylin në sipërfaqen e dhëmbëve të koshit të forguar. Gjithashtu, meqenëse forguarja bëhet me formësim, pas heqjes së sasisë së tepërt në formën e kastimit, do të ketë një vijë ndarjeje në dhëmbët e koshit të forguar. | Ekzistojnë gjurme reri dhe kitingu i hedhjes në sipërfaqen e dhëmbëve të koshit të hedhjes. | |
| Vetia mekanike | Procesi i forguar mund të garantojë vazhdimësinë e fibrave metalike dhe të ruajë rrjedhën e plotë të metaleve, duke garantuarr vetitë mekanike të mira dhe jetëgjatësinë e gjatë të dhëmbëve të koshit, gjë që procesi i hedhjes nuk mund ta arrijë. |
Në krahasim me pjesët e hedhura, struktura dhe vetitë mekanike të metaleve mund të përmirësohen pas forguarit. Organizimi i hedhjes pas deformimit termik të forguarit, kristali i madh origjinal dhe gruri kolonar ndryshojnë në grurë të hollë dhe në një organizim uniform izometrik rekristalizimi, duke bërë më të ngushtë strukturën e segregimit origjinal brenda ingotit, osteoporozisë, porozitetit, përfshirjes së shkurreve dhe të tjera, duke përmirësuar kështu plasticitetin dhe vetitë mekanike të metaleve. Forimi është procesi i marrjes së formës së kërkuar duke shtypur metalin përmes deformimit plastik, zakonisht me anë të një çekiçi ose shtypjes. Procesi i forimit ofron një strukturë të hollë të grurave dhe përmirëson vetitë fizike të metali; në përdorim praktik, një dizajn i duhur mund të garantojë rrjedhën e grurave në drejtimin e tensionit kryesor. Ndërsa gjuajtja është procesi i krijimit të objekteve metalike përmes të gjitha metodave të gjuajtjes, d.m.th. duke futur metalin lëngor në moldin e përgatitur për të marrë një formë, madhësi dhe veti të caktuara, përmes shkrirjes, gjuajtjes, injektimit ose të tjera metoda gjuajtjeje, dhe pastaj nxjerrjen pas ftohjes, pastrimin dhe trajtimin përfundimtar. |
|

| Dhëmb i Bucket-it të Foruar | ||||
|---|---|---|---|---|
| Numri i pjesës | Modeli | U′WT(KG) | Gjatësia Totale | Diametri |
| 205-70-19570 | PC200RC | 5.8 | 265 | ∅29 |
| 205-70-19570 | PC200RCQ | 4.7 | ∅29 | |
| 207-70-14151 | PC300RC | 10 | 310 | ∅30 |
| 207-70-14151 | PC300RC(Q) | 8.5 | 305 | ∅30 |
| 208-70-14152 | PC400RC | 14.2 | 345 | ∅35 |
| 2713-1217 | DH220RC | 5.7 | 257 | ∅23 |
| 2713-1219 | DH300RC | 7.8 | 288 | ∅25 |
| 2713-0032 | DH360RC | 11 | 314 | ∅27 |
| 2713-1236 | DH420RC/DH500 | 16.3 | 350 | ∅29.5 |
| 1U3352 | E320RC | 7.3 | 275 | ∅26 |
| 1U3352 | E320RC | 8.5 | 285 | ∅26 |
| 7T3402RC | E325RC/SK330 | 10.6 | 310 | ∅27 |
| 9W8452 | E330RC | 13.7 | 336 | ∅30.4 |
| 9W8552RC | E345RC | 24.2 | 390 | ∅35 |
| 14530544RC | EC210RC | 7.7 | 288 | ∅28 |
| 14536800RC | VOL360RC/EC460 | 15.5 | 341 | ∅34.5 |
| EC480RC | 20.3 | 372 | ∅38 | |
| 205-70-19570TL | PC200TL | 5.5 | ∅29 | |
| 14536800 TL | VOL360TL | 12 | 430 | ∅34.5 |
| 208-70-14152TL | PC400TL | 12.5 | 410 | ∅35 |