Az öntés egy olyan folyamat, amelyben öntőgép segítségével a fémes anyag plasztikus alakváltozást ér meg, hogy bizonyos mechanikai tulajdonságokat, alakot és méretet nyerjenek. Az öntés segítségével ki lehet törölni a fém gyártási folyamatában lévő poros hibákat, optimalizálható a mikrostruktúra, és teljes marad a fém áramlása, így az öntés mechanikai tulajdonságai általában jobbak, mint ugyanazon anyagból készített gútolásoké. A legtöbb gép fontos része, amely nagy terhelésre és komoly munkakörülményekre van szüksége, öntött részeket alkalmaz.
| Tárgyból | Kőművészet | Színtér | |
|---|---|---|---|
| Folyamat | Az öntés egy olyan folyamat, amelyben öntőgép segítségével a fémes anyag plasztikus alakváltozást ér meg, hogy bizonyos mechanikai tulajdonságokat, alakot és méretet nyerjenek. Az öntés segítségével ki lehet törölni a fém gyártási folyamatában lévő poros hibákat, optimalizálható a mikrostruktúra, és teljes marad a fém áramlása, így az öntés mechanikai tulajdonságai általában jobbak, mint ugyanazon anyagból készített gútolásoké. A legtöbb gép fontos része, amely nagy terhelésre és komoly munkakörülményekre van szüksége, öntött részeket alkalmaz. | A gútolás egy olyan folyamat, amelyben a fémhídost forgácsba helyezik, majd hűlés és szilárdulás után kapjuk a szükséges részeket. | |
| Anyag | Az öntési anyagok közé tartozik a kerek acél, a négyzetes acél. Ezek közé tartoznak a szénacélok, az ötvözetes acélok, a rostmentes acélok valamint néhány nem ferromos fém, amelyek elsősorban a repülészeti és a pontos iparban használatosak. | A formálás általában szürke formiás vas, rugalmas formiás vas, alakítható formiás vas és „formiás acélt” használnak. Gyakori formálási nem félig érmetartalom: bronz, tinusz-bronz, wuxi-bronz, alumínium-ligaturák stb. | Egyenértékű feltételek mellett a kovászatnál a fémes anyag jobb mechanikai tulajdonságokkal rendelkezik, míg a formálás jobb az alakításban. |
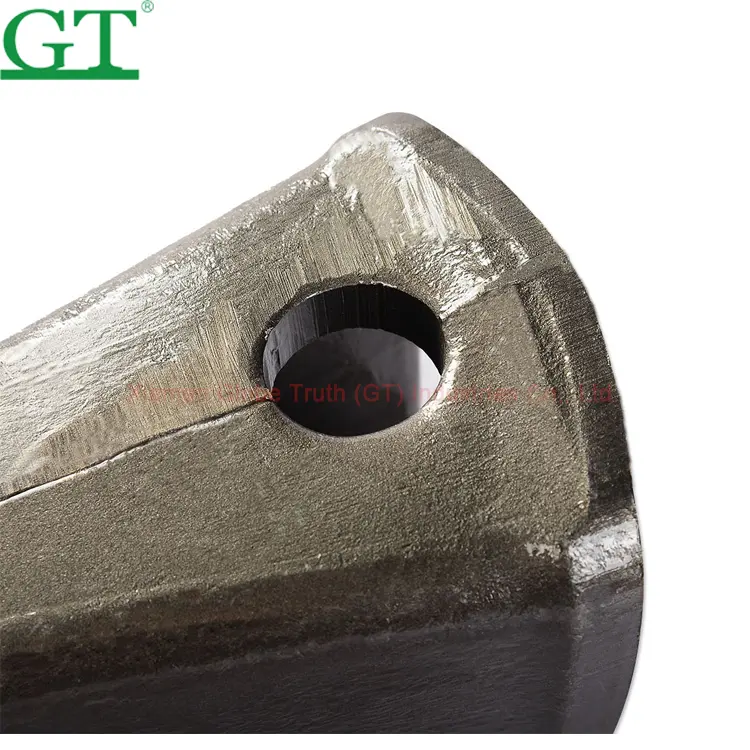
| Megjelenés | A kovászat során az acél oxidációs reakciója magas hőmérsékleten okozhat kis kiránduló kristályt a kovásztott páncél fogójának felületén. Továbbá, mivel a kovászat alakítással történik, a moldba tett tollerés eltávolítása után részvonal jelentkezik a kovásztott páncél fogóján. | A formálási páncél fogóján porszármintázat és formálási kiránduló kristály található a felületén. | |
| Mechanikai tulajdonság | A kovászati folyamat biztosítja a fémgazda folytonosságát, és fenntartja a teljes féssfolyást, amely biztosítja a páncél fogójának jó mechanikai tulajdonságait és hosszú szolgáltatóéletet, amelyre a formálási folyamat nem tud versenyben állni. |
A formálással szemben a vázolási részeknél a forgatás után javulhat a fémlapok szerkezete és mechanikai tulajdonságai. A vázolási struktúra a forgatási hőmérsékleti deformáció után az eredeti nagy kristall és oszlopféle gyulladékok finomabb gyulladékokká változnak, és egyenletes izotrop recristalizációs struktúrává alakulnak át, amelyekkel az eredeti ingotban lévő szegregáció, poroság, porosság, porzóság és más csomópontok kompaktabbá válnak, így növelik a fém nyúlóerejét és mechanikai tulajdonságait. A forgatás azzal érhető el, hogy a fém alakját plastikus deformáció útján változtatjuk meg, általában ütés vagy nyomással. A forgatási folyamat finom kristallstruktúrát eredményez, és javítja a fémbeli fizikai tulajdonságokat; gyakorlatilag alkalmas tervezéssel biztosítható, hogy a kristályfolyamat az elsődleges stressz irányába halad. A vázolás pedig olyan módosított fémmegalkotás, amelynek során különböző vázolási technikák segítségével kapunk formát, méretet és tulajdonságokat. Ez azt jelenti, hogy a fém lemezt egy előkészített mátra öntjük, majd hűlés után tisztítjuk és végkezelést végezünk. |
|

| Forgatási Béka Fog | ||||
|---|---|---|---|---|
| Cikkszám | Modell | U′WT(KG) | Teljes hossza | Átmérő |
| 205-70-19570 | PC200RC | 5.8 | 265 | ∅29 |
| 205-70-19570 | PC200RCQ | 4.7 | ∅29 | |
| 207-70-14151 | PC300RC | 10 | 310 | ∅30 |
| 207-70-14151 | PC300RC(Q) | 8.5 | 305 | ∅30 |
| 208-70-14152 | PC400RC | 14.2 | 345 | ∅35 |
| 2713-1217 | DH220RC | 5.7 | 257 | ∅23 |
| 2713-1219 | DH300RC | 7.8 | 288 | ∅25 |
| 2713-0032 | DH360RC | 11 | 314 | ∅27 |
| 2713-1236 | DH420RC/DH500 | 16.3 | 350 | ∅29.5 |
| 1U3352 | E320RC | 7.3 | 275 | ∅26 |
| 1U3352 | E320RC | 8.5 | 285 | ∅26 |
| 7T3402RC | E325RC/SK330 | 10.6 | 310 | ∅27 |
| 9W8452 | E330RC | 13.7 | 336 | ∅30.4 |
| 9W8552RC | E345RC | 24.2 | 390 | ∅35 |
| 14530544RC | EC210RC | 7.7 | 288 | ∅28 |
| 14536800RC | VOL360RC/EC460 | 15.5 | 341 | ∅34.5 |
| EC480RC | 20.3 | 372 | ∅38 | |
| 205-70-19570TL | PC200TL | 5.5 | ∅29 | |
| 14536800TL | VOL360TL | 12 | 430 | ∅34.5 |
| 208-70-14152TL | PC400TL | 12.5 | 410 | ∅35 |