Ковка — это процесс, при котором используется кузнечный станок для создания пластической деформации металлического заготова, чтобы получить определенные механические свойства, форму и размер. Ковка позволяет устранить пористость металла, возникающую в процессе литья, оптимизировать микроструктуру и сохранить целостность металлического потока, поэтому механические свойства кованых деталей обычно лучше, чем у литых из того же материала. Большинство важных деталей машин, которым требуется высокая нагрузка и серьезные условия работы, применяют кованые части.
| Предмет | Ковальная работа | Кастинг | |
|---|---|---|---|
| Процесс | Ковка — это процесс, при котором используется кузнечный станок для создания пластической деформации металлического заготова, чтобы получить определенные механические свойства, форму и размер. Ковка позволяет устранить пористость металла, возникающую в процессе литья, оптимизировать микроструктуру и сохранить целостность металлического потока, поэтому механические свойства кованых деталей обычно лучше, чем у литых из того же материала. Большинство важных деталей машин, которым требуется высокая нагрузка и серьезные условия работы, применяют кованые части. | Литье — это процесс, при котором жидкий металл заливается в литейную полость, после охлаждения и затвердевания получают необходимые детали. | |
| Материал | Для ковки широко используются круглые и квадратные стальные прутки. Это углеродистая сталь, легированная сталь, нержавеющая сталь, а также некоторые цветные металлы, которые主要用于 авиакосмической отрасли и точной промышленности. | Литье обычно выполняется из серого чугуна, шарового чугуна, отжигаемого чугуна и "литой стали". Обычные литейные цветные металлы: латунь, оловянная бронза, безоловянная бронза, алюминиевые сплавы и т.д. | При эквивалентных условиях ковка обладает лучшими характеристиками в механических свойствах, тогда как литьё превосходит в формообразовании. |
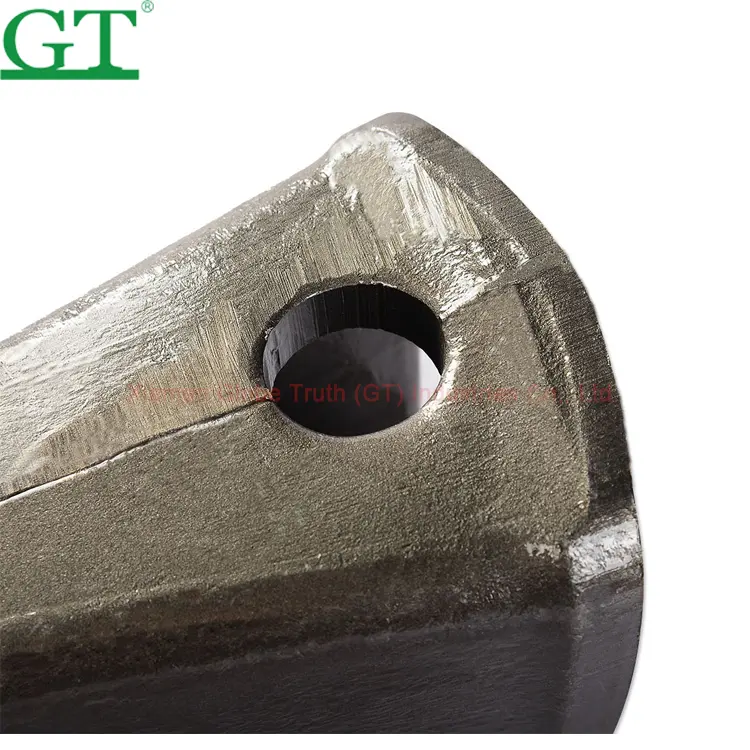
| Внешний вид | Окислительная реакция при ковке стали во время высокотемпературного процесса может вызвать незначительное зернистое образование на поверхности кованых зубьев ковша. Также, так как ковка производится методом формообразования, после удаления технологического паза в форме, на кованых зубьях ковша появляется разъемная линия. | На поверхности литых зубьев ковша есть следы песка и литейные дефекты. | |
| Механические свойства | Процесс ковки гарантирует непрерывность металлических волокон и сохраняет целостный поток металла, что обеспечивает хорошие механические свойства и длительный срок службы зубьев ковша, чего не может обеспечить процесс литья. |
По сравнению с отливками, структура и механические свойства металла могут быть улучшены после ковки. После термической деформации при ковке первоначальная крупнозернистая кристаллическая структура и столбчатые зерна превращаются в мелкозернистую структуру, образуется равномерная изотропная рекристаллизованная структура, что делает более плотной первоначальную сегрегацию, пористость, раковины и включения шлака внутри слитка, тем самым повышая пластичность металла и его механические свойства. Ковка — это процесс получения необходимой формы путем пластической деформации металла, обычно с помощью молота или давления. Процесс ковки обеспечивает мелкозернистую структуру и улучшает физические свойства металла. На практике правильный дизайн может гарантировать направление зерна в сторону главного напряжения. При литье получают металлические изделия различными методами литья, то есть жидкий металл заливают в подготовленную форму, чтобы получить определенную форму, размер и свойства с помощью плавки, литья, инъекции или других методов литья, а затем после охлаждения, очистки и окончательной обработки производят извлечение из формы. |
|

| Зуб ковшового экскаватора | ||||
|---|---|---|---|---|
| Номер детали | Модель | U′WT(KG) | Общая длина | Диаметр |
| 205-70-19570 | PC200RC | 5.8 | 265 | ∅29 |
| 205-70-19570 | PC200RCQ | 4.7 | ∅29 | |
| 207-70-14151 | PC300RC | 10 | 310 | ∅30 |
| 207-70-14151 | PC300RC(Q) | 8.5 | 305 | ∅30 |
| 208-70-14152 | PC400RC | 14.2 | 345 | ∅35 |
| 2713-1217 | DH220RC | 5.7 | 257 | ∅23 |
| 2713-1219 | DH300RC | 7.8 | 288 | ∅25 |
| 2713-0032 | DH360RC | 11 | 314 | ∅27 |
| 2713-1236 | DH420RC/DH500 | 16.3 | 350 | ∅29.5 |
| 1U3352 | E320RC | 7.3 | 275 | ∅26 |
| 1U3352 | E320RC | 8.5 | 285 | ∅26 |
| 7T3402RC | E325RC/SK330 | 10.6 | 310 | ∅27 |
| 9W8452 | E330RC | 13.7 | 336 | ∅30.4 |
| 9W8552RC | E345RC | 24.2 | 390 | ∅35 |
| 14530544RC | EC210RC | 7.7 | 288 | ∅28 |
| 14536800RC | VOL360RC/EC460 | 15.5 | 341 | ∅34.5 |
| EC480RC | 20.3 | 372 | ∅38 | |
| 205-70-19570TL | PC200TL | 5.5 | ∅29 | |
| 14536800TL | VOL360TL | 12 | 430 | ∅34.5 |
| 208-70-14152TL | PC400TL | 12.5 | 410 | ∅35 |