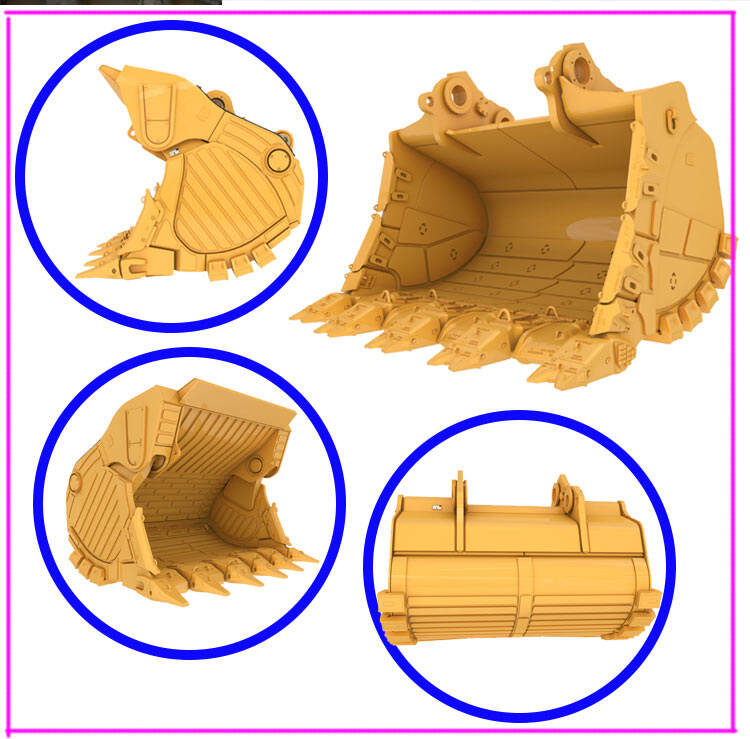
6040 হাইড্রোলিক মাইনিং শোভেলের জন্য রক বালতিটি কঠোরতম খনন পরিবেশে উৎপাদনশীলতা সর্বাধিক করার জন্য বিশেষভাবে ডিজাইন করা হয়েছে। দীর্ঘস্থায়ী, কার্যকর এবং নির্ভুল উপকরণ পরিচালনার জন্য নির্মিত এই উচ্চ-কর্মদক্ষতা সম্পন্ন বালতিটি গ্রানাইট, কোয়ার্জাইট এবং লোহা আকরিকের মতো কঠিন এবং ঘর্ষক উপকরণগুলি নিয়ে কাজ করার সময় সর্বনিম্ন সময়ের জন্য বন্ধ থাকা এবং অপটিমাল লোড ব্যবস্থাপনা নিশ্চিত করে।
১. রক বালতির বৈশিষ্ট্য
ভারী-ডিউটি নির্মাণ
অত্যন্ত প্রভাব এবং ঘর্ষণ সহ্য করার জন্য উচ্চ-শক্তি সম্পন্ন ইস্পাত এবং অতিরিক্ত ক্ষয় প্রতিরোধী উপাদান দিয়ে সজ্জিত।
অপটিমাইজড বালতি জ্যামিতি
দ্রুত পরিপূরক এবং উপকরণ মুক্তি করার জন্য ডিজাইন করা হয়েছে যা চক্র সময় বাড়ায় এবং জ্বালানি খরচ কমায়।
প্রতিস্থাপনযোগ্য ক্ষয় অংশ
অ্যাডাপ্টার, দাঁত এবং ক্ষয় প্লেটসহ সহজে প্রতিস্থাপনযোগ্য জিইটি (গ্রাউন্ড এঞ্জেজিং টুলস) দিয়ে সজ্জিত যা বালতির জীবনকে বাড়ায় এবং রক্ষণাবেক্ষণের সময় কমায়।
উচ্চ ক্ষমতা
প্রমিত ক্ষমতা 14.0 থেকে 16.5 ঘন মিটার (18.3 থেকে 21.6 ঘন গজ) পর্যন্ত হয়, অনুরোধে কাস্টম আকার পাওয়া যায়।
ওয়েল্ডেড এবং কাস্ট উপাদান
উচ্চ-চাপের অঞ্চলে ঢালাই করা ইস্পাত উপাদানগুলি রোবটিক্যালি সিমগুলি সঙ্গে সংমিশ্রিত করে যাতে করে কাঠামোগত অখণ্ডতা নিশ্চিত করা যায়।
খ. রক বালতির জন্য যন্ত্রাংশ
1. বালতির সামনের অংশ (অথবা বালতির মুখ)
🔹 কাজ:
বালতির সামনের অংশটি হল সেই পৃষ্ঠভূমি যা প্রথমে মাটি অথবা উপাদানের সংস্পর্শে আসে। কাটার কাজ, ভাঙার কাজ অথবা কুপিয়ে তোলার কাজ শুরু করার জন্য এটি দায়ী এবং এটি উচ্চ আঘাত এবং ঘর্ষণের সম্মুখীন হয়।
🔹 কাঠামোগত বৈশিষ্ট্য:
সামগ্রীর প্রবাহ অনুকূলিত করতে সাধারণত বক্র অথবা ঢালু হয়ে থাকে।
পরিধান প্লেট বা লাইনার দিয়ে জোরদার করা হয়।
কাটিং এজ এবং দাঁতের সিস্টেমের সাথে ঘনিষ্ঠভাবে একীভূত হয়।
🔹 সাধারণ উপকরণ:
উচ্চ-শক্তি পরিধান প্রতিরোধী ইস্পাত (যেমন, হারডক্স 450/500)।
পৃষ্ঠের কঠিনকরণ এবং পরিধান সুরক্ষা প্রয়োগ করা যেতে পারে।
🔹 পরিভাষা:
বালতি ফ্রন্ট - সাধারণ পদ।
বালতি ফেস - কাজের পৃষ্ঠের দিকটি জোর দেওয়ার সময় প্রায়শই ব্যবহৃত হয়।
বিস্তারিত ডিজাইনে, এর মধ্যে দাঁত মাউন্টিং এলাকা অন্তর্ভুক্ত থাকতে পারে।

2. বালতি তলদেশ (বা বালতি ফ্লোর)
🔹 কাজ:
পরিচালনার সময় বালতি তলদেশ উপকরণের বেশিরভাগ অংশ বহন করে এবং স্থিতিশীল এবং গতিশীল ভার সহ্য করে। এটি নিরন্তর উপকরণ প্রবাহ এবং আঘাতের কারণে সবচেয়ে বেশি ক্ষয়প্রাপ্ত পৃষ্ঠগুলোর মধ্যে একটি।
🔹 কাঠামোগত বৈশিষ্ট্য:
সমতল বা সামান্য বক্র অভ্যন্তরীণ পৃষ্ঠ।
প্রায়শই রিইনফোর্সিং রিবস এবং পরিধান স্ট্রিপস অন্তর্ভুক্ত থাকে।
পার্শ্ব প্লেট এবং কাটিং এজে ওয়েল্ড করা।
🔹 সাধারণ উপকরণ:
উচ্চ-পরিধান-প্রতিরোধী ইস্পাত প্লেট (যেমন NM500, Hardox)।
বোল্ট-অন বা ওয়েল্ড করা পরিধান প্লেট অন্তর্ভুক্ত করতে পারে।
🔹 পরিভাষা:
বালতি ফ্লোর - আঁকার জন্য আরও প্রযুক্তিগত শব্দ।
বালতি তলদেশ - ক্ষেত্রে ব্যবহারে সাধারণ।
সম্পর্কিত উপাদান: পরিধান প্লেট, পরিধান বার, লাইনার প্লেট।

3. অখণ্ড ঢালাই লিপ
🔹 কাজ:
ইন্টিগ্রাল কাস্ট লিপ হল বালতির প্রধান কাটিং উপাদান। এটি কঠিন মাটি, শিলা বা আকরিকে ভেঙে ফেলে এবং বালতির দাঁত লাগানোর জন্য সমর্থন করে।
🔹 কাঠামোগত বৈশিষ্ট্য:
টুথ অ্যাডাপ্টার দিয়ে সজ্জিত সোজা বা V-আকৃতির এজ।
ওয়েল্ড-অন বা বোল্ট-অন প্রতিস্থাপনযোগ্য উপাদান হতে পারে।
মডিউলার রক্ষণাবেক্ষণের জন্য প্রায়শই সেগমেন্ট এবং লিপ শ্রোডসহ ডিজাইন করা হয়।
🔹 সাধারণ উপকরণ:
উচ্চ ম্যাঙ্গানিজ বা মিশ্র ইস্পাত ঢালাই।
দৃঢ়তা এবং ভাঙ্গনের প্রতিরোধের জন্য ডিজাইন করা হয়েছে।
🔹 পরিভাষা:
কাটিং এজ - আসল কাটিং ব্লেডকে নির্দেশ করে।
লিপ - প্রশস্ত পদ যাতে দাঁত ধরে রাখা সম্পূর্ণ নিম্ন সামনের কাঠামো অন্তর্ভুক্ত রয়েছে।
সংশ্লিষ্ট অংশ: দাঁতের অ্যাডাপ্টার, দাঁত, লিপ শ্রোড, সেগমেন্ট।

4. হিঞ্জ নেক
🔹 কাজ:
বালতিকে এক্সক্যাভেটর বা লোডার বাহুর সাথে সংযুক্ত করে হিঞ্জটি। এটি খনন, হেলানো এবং ডাম্পিং ক্রিয়াকলাপের জন্য ঘূর্ণন গতি সক্ষম করে।
🔹 কাঠামোগত বৈশিষ্ট্য:
সঠিকভাবে সারিবদ্ধ ছিদ্রযুক্ত কানের প্লেট অন্তর্ভুক্ত করে।
হিঞ্জ পিন (বা পিভট পিন) এর চারপাশে কেন্দ্রীভূত।
উচ্চ-লোড বহনকারী এলাকা যা কড়া পরিষ্কারতা বজায় রাখতে হবে।
🔹 সাধারণ উপকরণ:
হিংজ পিন এবং বুশিং এর জন্য খাদ ইস্পাত।
ক্ষয় কমাতে শক্ত পৃষ্ঠ এবং স্নেহপ্রদ সন্ধিগুলি।
🔹 পরিভাষা:
হিংজ - সম্পূর্ণ যৌথ সিস্টেমকে উল্লেখ করে।
হিংজ পিন - চলাচলের অনুমতি দেওয়ার জন্য পিভট শ্যাফ্ট।
পিভট পয়েন্ট - ঘূর্ণনের অক্ষ।
অতিরিক্ত শব্দাবলী: কানের প্লেট, বুশিং, পিন বসগুলি।

ইলেকট্রিক শোভেল বালতির জন্য তিনটি প্রধান পরিদর্শন বিন্দু
1. হিংজ এবং বোর পৃষ্ঠের মধ্যে কোনও হস্তক্ষেপ আছে কিনা তা পরীক্ষা করুন।
2. হিল প্লেট এবং বেস প্লেটের মধ্যে ফিট যাচাই করুন।
3.সামনের এবং পিছনের প্লেটে পরিধান প্যাকেজগুলির মধ্যে সম্ভাব্য হস্তক্ষেপের জন্য পরিদর্শন করুন।
4.বালতি খোলা এবং বন্ধ করার পুরো পরিসর দিয়ে বালতিটি ধীরে ধীরে একাধিকবার চালান এবং কোনও অস্বাভাবিক শব্দ বা হস্তক্ষেপ পরীক্ষা করুন।
5.মেশিন স্টিকে মাউন্ট করে বালতির সম্পূর্ণ বালতিটি ধীরে ধীরে সরান যাতে বালতির নীচের প্লেটটি স্টিকের উপরে নির্দিষ্ট স্টপ অবস্থানে ঠিকভাবে সংস্পর্শ করে।
6.যদি মেকানিক্যাল স্টপগুলি বালতি এবং স্টিকের উভয় পাশে একযোগে সংস্পর্শ না করে, তবে বালতি বা স্টিকের উপরের স্টপগুলি সংশোধন করতে হবে যাতে উভয় পাশে সংস্পর্শ হয়।
7.বালতির সামনের অংশ বেস প্লেটে ইনস্টল করার পরে:
8.পরিবহন ব্রাকেটগুলি আলগা করুন এবং সরিয়ে ফেলুন।
9.বালতির সামনের অংশ থেকে লিফটিং লাগুলি সরিয়ে ফেলুন।
10.উপযুক্ত প্রি-হিটিং পদ্ধতি অনুসরণ করুন এবং ওয়েল্ডিং সম্পন্ন হওয়ার পর, ওয়েল্ড সিমগুলি মসৃণ ফিনিশে ঘষে নিন।