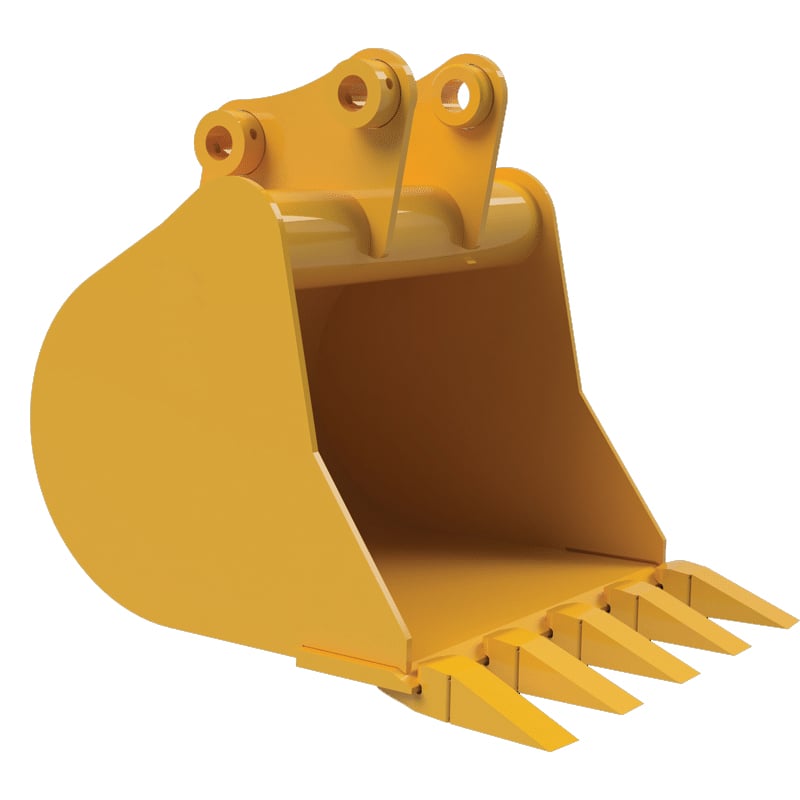
سبک دانهبرای جرثقیل استخراج هیدرولیکی 6040 به گونهای طراحی شده است که به حداکثر کردن بهرهوری در سختترین شرایط معادن کمک میکند. این سبد با کیفیت بالا برای مقاومت، کارایی و دقت در دستاندازی مواد ساخته شده است و در کار با مواد سخت و خورنده مانند گرانیت، کوارتزیت و سنگ آهن، زمان توقف را به حداقل رسانده و مدیریت بهینه بار را فراهم میکند.
الف. ویژگیهای دلو سنگ
ساخت و ساز سنگین
تقویت شده با فولاد آلیاژی با مقاومت بالا و قطعات بیشتر مقاوم در برابر سایش برای تحمل ضربه و سایش شدید.
هندسه بهینهشده دلو
طراحی شده برای پر شدن سریع و رها کردن آسان مواد به منظور بهبود زمان چرخه و کاهش مصرف سوخت.
قطعات سایشی قابل تعویض
تجهیز به ابزارهای قابل تعویض به راحتی (GET) از قبیل آداپتورها، دندانها و صفحات سایشی جهت افزایش عمر دلو و کاهش زمان توقف برای نگهداری.
ظرفیت بالا
ظرفیت استاندارد از 14/0 تا 16/5 متر مکعب (18/3 تا 21/6 یارد مکعب) با ابعاد سفارشی در دسترس است.
قطعات جوشکاری شده و ریختهگری شده
ترکیبی از قطعات فولادی ریختهگریشده در مناطق پرتنش با درزهای جوشکاریشده با ربات برای اطمینان از یکپارچگی ساختاری.
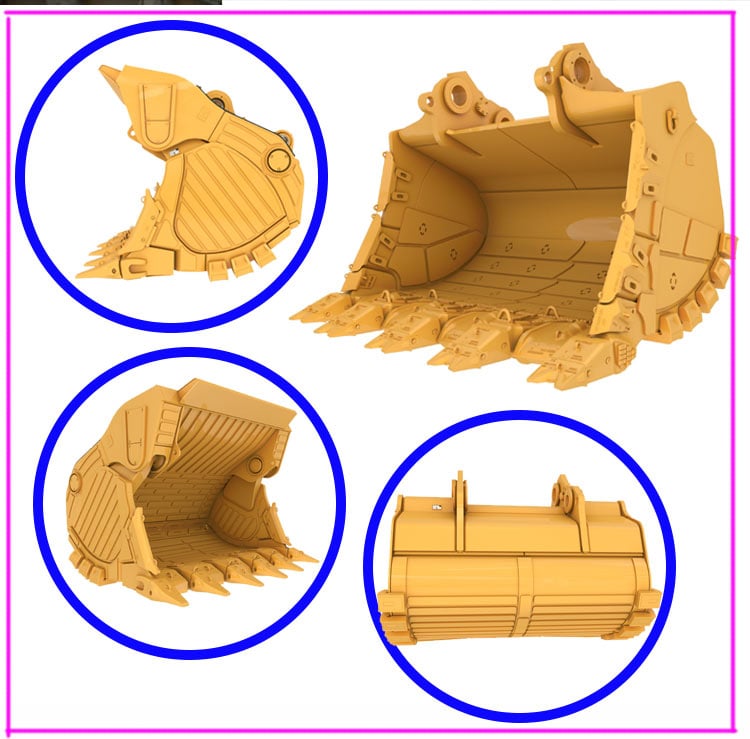
قطعات مورد نیاز برای سطل شکن
1. جلوی سطل (یا صورت سطل)
🔹 عملکرد:
جلوی سطل سطحی است که اولین بار با زمین یا ماده تماس پیدا میکند. این قسمت مسئول آغاز عملیات برش، شکستن یا کندهکاری است و در معرض ضربه و سایش شدید قرار دارد.
🔹 ویژگیهای ساختاری:
معمولاً دارای انحناء یا شیب است تا جریان ماده بهخوبی به رخ دهد.
با صفحات یا لاینرهای مقاوم در برابر سایش تقویت شده است.
یکپارچه با سیستم لبه برشی و دندانهها کار میکند.
🔹 مواد متداول:
فولادهای مقاوم در برابر سایش با استحکام بالا (به عنوان مثال، Hardox 450/500).
تقویت سطحی و حفاظت در برابر سایش قابل اعمال است.
🔹 اصطلاحات:
جلوی شیال – اصطلاح عمومی.
صفحه شیال – اغلب زمانی استفاده میشود که سطح کاری برجسته شود.
در طراحی دقیق، این مورد ممکن است شامل ناحیه نصب دندانه باشد.

2. کف شیال (یا کف شیال)
🔹 عملکرد:
کف شیال در حین کار بیشترین بار مصالح را تحمل کرده و در برابر بارهای استاتیکی و دینامیکی مقاومت میکند. این سطح یکی از سطوحی است که بیشترین سایش را به دلیل جریان مداوم مواد و ضربه میبیند.
🔹 ویژگیهای ساختاری:
سطح داخلی صاف یا کمی خمیده.
اغلب شامل ریبهای تقویتی و نوارهای سایش است.
جوشکاری شده به صفحات جانبی و لبه برشی.
🔹 مواد متداول:
صفحات فولادی با مقاومت بالا در برابر سایش (به عنوان مثال، NM500، Hardox).
ممکن است شامل صفحات سایشی با پیچ یا جوشکاری شده باشد.
🔹 اصطلاحات:
کف بکت – اصطلاح تخصصیتر برای نقشهها.
کف بکت – متداول در استفادههای میدانی.
اجزای مرتبط: صفحات سایشی، میلههای سایشی، صفحات روکشی.

3. لب ریختهگری یکپارچه
🔹 عملکرد:
لب ریختهگری یکپارچه، قطعه اصلی برش بکت است. این قطعه خاک سفت، سنگ یا سنگ معدن را میشکند و اتصال دندانههای بکت را فراهم میکند.
🔹 ویژگیهای ساختاری:
لبه مستقیم یا V شکل با آداپتور دندانه.
ممکن است یک قطعه تعویضپذیر با پیچ یا جوشکاری شده باشد.
اغلب اوقات با سگمنتها و پوششهای لبی برای نگهداری مدولار طراحی شده است.
🔹 مواد متداول:
ریختهگریهای فولادی از جنس منگنز بالا یا آلیاژ فولادی.
برای مقاومت در برابر شکست و استحکام طراحی شده است.
🔹 اصطلاحات:
لبه برش – به تیغ برش واقعی اشاره دارد.
لب (لبه) – اصطلاح گستردهتری که کل ساختار جلویی پایینی که دندانها را در خود جای داده است را شامل میشود.
قطعات مرتبط: اداپتور دندان، دندانها، پوششهای لبی، سگمنتها.

4. گردن مفصلی
🔹 عملکرد:
مفصل دیگر را به بازوی بیل مکانیکی یا لودر متصل میکند. این امکان را فراهم میکند که حرکت چرخشی برای عملیات حفاری، شیبدهی و تخلیه انجام شود.
🔹 ویژگیهای ساختاری:
شامل صفحههای گوشی با سوراخهای دقیق و تراز شده است.
مرکزیت در اطراف پین مفصلی (یا پین محوری).
ناحیه تحمل بار بالا که باید شکافهای تنگ را حفظ کند.
🔹 مواد متداول:
فولادهای آلیاژی برای پینهای مفصل و بوشها.
سرهای سختکاری شده و اتصالات روانکاری شده به منظور کاهش فرسایش.
🔹 اصطلاحات:
مفصل – به معنای سیستم کامل اتصال است.
پین مفصل – محور چرخش که امکان حرکت را فراهم میکند.
نقطه چرخش – محور چرخش.
اصطلاحات دیگر: صفحات گوشدار، بوشها، استوانههای پین.

سه. نقاط کلیدی بازرسی برای بیل برقی
1.بررسی وجود هرگونه تداخل بین مفصلها و سطوح سوراخ شده.
2.تأیید انطباق بین صفحه پاشنه و صفحه پایه.
3.بررسی کنید که آیا ممکن است بین مجموعههای فرسوده شده روی صفحات جلو و عقب تداخل وجود داشته باشد.
4.در صورت امکان چندین بار کامل کارگذاری و باز کردن سطل را به آرامی انجام دهید تا از وجود هرگونه سر و صدای غیرطبیعی یا تداخل اطمینان حاصل شود.
5.در حالت نصب شده روی دسته ماشین، کل سطل را به آرامی حرکت دهید تا اطمینان حاصل شود که صفحه پایینی سطل بهدرستی با موقعیت توقف تعیینشده روی دسته تماس پیدا کرده است.
6.در صورتی که توقفکنندههای مکانیکی بهطور همزمان با دو طرف سطل و دسته تماس پیدا نکنند، باید توقفکنندههای روی سطل یا دسته تنظیم شوند تا تماس از هر دو طرف ایجاد شود.
7.پس از نصب قسمت جلوی سطل روی صفحه پایه:
8.پیچها را شل کنید و پایههای حمل را بردارید.
9.دستههای بلندکننده را از جلوی سطل جدا کنید.
10.رویه مناسب پیشگرم کردن را دنبال کنید و پس از اتمام جوشکاری، درزهای جوش را تا دستیابی به یک سطح صاف و بدون ناهمواری بفروزید.