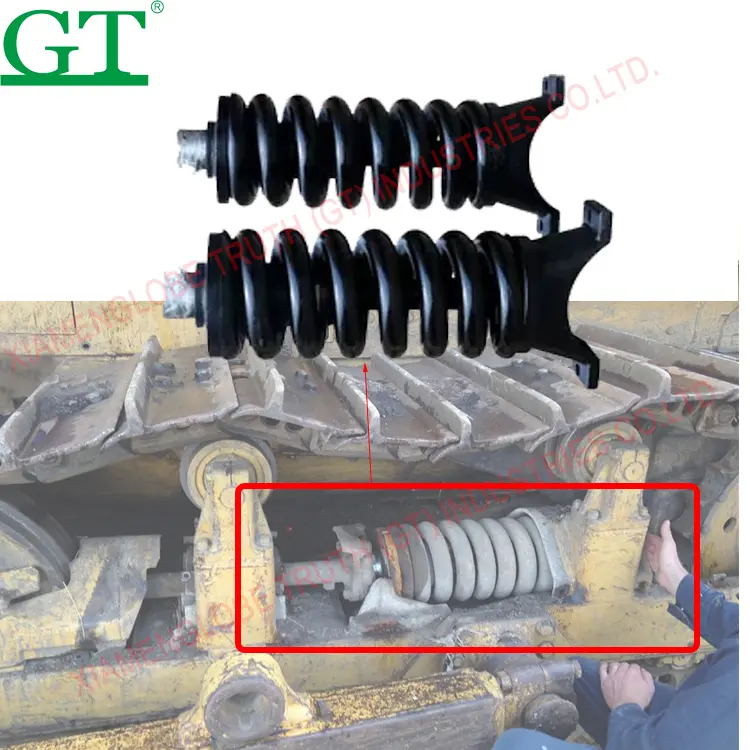
ট্র্যাক অ্যাডজাস্টারের প্রধান কাজ হল ট্র্যাক শু এসেমবলির টেনশন মাত্রা সামঞ্জস্য করা। যখন ট্র্যাক শু এসেমবলি চলে, তখন এটি আইডলারকে স্প্রোকেটের দিকে চালানোর জন্য বিশাল টেনশন উৎপাদন করে, একই সাথে এটি ট্র্যাক অ্যাডজাস্টারকে চাপ দেয় যাতে ট্র্যাক শু এসেমবলি ঘুরতে পারে, ফলে ট্র্যাক অ্যাডজাস্টারের বাফারিং এবং সুরক্ষার ভূমিকা রয়েছে।

| পণ্য বিস্তারিত তথ্য | |
|---|---|
| বর্ণনা: | ট্র্যাক এজাস্টার সিলিন্ডার স্প্রিং রিকয়েল অ্যাসেম্বলি এক্সকেভেটর বুলডোজার আন্ডাকারিজ অংশের জন্য |
| উৎপত্তির স্থান: | চীন |
| ব্র্যান্ডের নাম: | PT'ZM |
| মডেল নম্বর | |
| মূল্য: | NEGOTIATE |
| প্যাকিং বিবরণ: | প্যাকিং সমুদ্রযোগ্য ফামিগেট |
| ডেলিভারির সময়: | 7-30 দিন |
| অর্থ প্রদানের সময়সীমাঃ | এল/সি টি/টি |
| মূল্য শর্ত: | FOB/ CIF/ CFR |
| ন্যূনতম অর্ডার পরিমাণ: | 1 পিসি |
| সরবরাহ ক্ষমতা: | মাসে ১০০০০ পিসি |
| উপাদান: | ৬০সি২এমনি /৪৫# /কিউটি৪৫০-১০ |
| পদ্ধতি: | ফোরজিং |
| সমাপ্তি: | স্মুথ |
| কঠিনতা: | এইচআরসি৪৫-৫৫ |
| মান: | মাইনিং অপারেশন ভারী ডিউটি উচ্চ গুণবত্তা |
| গ্যারান্টি সময়: | ২৪ মাস |
| বিক্রয়োত্তর সেবা: | ভিডিও টেকনিক্যাল সাপোর্ট, অনলাইন সাপোর্ট |
| রঙ: | কালো বা গ্রাহকের প্রয়োজন |
| প্রয়োগ: | বুলডোজার এবং ক্রাওলার একসারেটর |
শীত টানা স্প্রিং স্টিল তার দিয়ে সংपীড়ন কোয়িল স্প্রিং তৈরি
কোয়িল স্প্রিং জন্য লেট, কোয়িল স্প্রিং প্রক্রিয়ার পরে, এটি ছেদ করা প্রয়োজন হয় যেন কয়েকটি সংযুক্ত স্প্রিংকে একটি একক স্প্রিংয়ে পৃথক করা যায়। কিছু গুরুত্বপূর্ণ স্প্রিং-এর জন্য, শেষ মুখ ঘর্ষণের আগে একটি শূন্য উচ্চতা শ্রেণীবদ্ধকরণ প্রক্রিয়া যোগ করা যেতে পারে যেন ঘর্ষণের গুণগত মান নিশ্চিত করা যায়। ঘর্ষণ প্রক্রিয়াও কাঠ়িয়া ঘর্ষণ এবং সূক্ষ্ম ঘর্ষণে বিভক্ত করা যেতে পারে, এবং কাঠ়িয়া ঘর্ষণের পরে ডেবারিং বা চমফারিং করা যেতে পারে।
শীত টানা স্প্রিং স্টিল তার দিয়ে স্ট্রেচ কোয়িল স্প্রিং তৈরি
কিছু টাইপিক্যাল শ্যাকলের জন্য একটি বিশেষ অটোমেটিক স্প্রিং রোলিং মেশিন ব্যবহার করে স্ট্রেচ কয়েল স্প্রিং তৈরি করা স্প্রিং রোলিং প্রক্রিয়ায় একবারেই সম্পন্ন করা যেতে পারে। এটি উল্লেখযোগ্য যে, রোলিং-এর পরের চাপ মুক্তি দাহন প্রক্রিয়াটি রোলিং-এর সময় উৎপন্ন হওয়া অবশিষ্ট চাপ দূর করতে ব্যবহৃত হয়, যখন হুক রিং তৈরি করার পরের দাহন প্রক্রিয়াটি হুক রিং তৈরি করার সময় উৎপন্ন হওয়া আন্তর্বর্তী চাপ দূর করতে ব্যবহৃত হয়। যদিও এই দুটি প্রক্রিয়া আন্তর্বর্তী চাপ দূর করার কাজ করে, তবুও এগুলি একটি প্রক্রিয়ায় একত্রিত করা যায় না, কারণ পূর্বের দাহন প্রক্রিয়াটি 'সেটিং' করার কাজ করে যা শ্যাকলের আপেক্ষিক অবস্থানের নির্ভুলতা নিশ্চিত করে। এবং পরবর্তী দাহন প্রক্রিয়ার গরম তাপমাত্রা পূর্বের দাহন প্রক্রিয়ার তাপমাত্রা থেকে বেশি হতে পারে না।
শীতল টানা স্প্রিং স্টিল তার ব্যবহার করে টর্শন কয়েল স্প্রিং তৈরি
এক্সটেনশন স্প্রিং-এর মতো, টরশন কয়ল স্প্রিং-এর উৎপাদনে একটি বিশেষ অটোমেটিক স্প্রিং রোলিং মেশিন ব্যবহৃত হয়। কিছু টাইপিক্যাল টরশন আর্মের জন্য, স্প্রিং রোলিং প্রক্রিয়ায় এটি একবারেই সম্পন্ন করা যেতে পারে। টরশন কয়ল স্প্রিং-এর উৎপাদনে দুটি টাইপিক্যাল প্রযুক্তি প্রক্রিয়া রয়েছে। একটি হলো প্রথমে উপাদানকে একটি নির্দিষ্ট দৈর্ঘ্যে কাটা এবং তারপরে স্প্রিং রোল করা এবং অন্যান্য প্রক্রিয়া, যেমন ডাবল আর্ম টরশন স্প্রিং-এর প্রযুক্তি প্রক্রিয়া; অন্যটি টেনশন স্প্রিং-এর প্রক্রিয়া ফ্লোয়ের মতো, তবে এটি থেকে ভিন্ন: টেনশন স্প্রিং-এ হুক রিং তৈরি করা হয়, যেখানে টরশন স্প্রিং-এ টরশন আর্ম তৈরি করা হয়। কারণ বাকি চাপের দিক কাজের চাপের বিপরীত, কাজের চাপের শীর্ষ মান কমাতে পুনরায় গরম করার প্রক্রিয়া অনেক সময় বাদ দেওয়া হয়। তবে, পুনরায় গরম করার প্রক্রিয়া স্প্রিং উপাদানের কণা গঠনকে স্থিতিশীল করতে এবং পরিবহনের সময় ধাক্কা দ্বারা স্প্রিং টরশন আর্মের বিকৃতি কমাতে সাহায্য করে। শক্ত টরশন প্রক্রিয়া কিছু বিশেষ টরশন স্প্রিং-এর জন্য ব্যবস্থাপনা করা হয়।
আঞ্জিল অবস্থায় প্রদানকৃত স্প্রিং স্টিল তার থেকে তৈরি কয়েল স্প্রিং
আঞ্জিল অবস্থায় প্রদানকৃত এলোই স্প্রিং স্টিল তার মূলত চাপ কয়েল স্প্রিং তৈরি করতে ব্যবহৃত হয়। এর প্রযুক্তি প্রক্রিয়া উপরে উল্লিখিত থেকে ভিন্ন। এটি মূলত গঠনের পর শীতল এবং টেম্পার করা হয়, এবং স্প্রিংয়ের শেষ অংশ তৈরি করার সময় নরম করা হয়। অন্যান্য প্রক্রিয়াগুলি মূলত একই।
গরম কয়েল বড় স্প্রিং-এর প্রযুক্তি প্রক্রিয়া
মেটারিয়াল ব্যাসার্ধ ১২ মিমি বড় হলে তখন স্প্রিংকে সাধারণত 'বড় স্প্রিং' বলা হয়, যা সাধারণত হট ফর্মিং পদ্ধতি দ্বারা তৈরি করা হয়। হট কোইল স্প্রিং মূলত একটি কমপ্রেশন কোইল স্প্রিং। সমস্ত হট কোইল স্প্রিং কোর্ডেড কোইল স্প্রিং। কোনিক্যাল স্পাইরাল কমপ্রেশন স্প্রিং কোয়িলিং সময়ে 'গিয়ার খোলা' (পিচ বাড়ানো) কঠিন হওয়ায়, তার ক্যালিব্রেশন প্রক্রিয়ায় গিয়ার খোলার কাজ আছে। এছাড়াও, কুয়াচিং উষ্ণতা নিশ্চিত করতে হলে, সংশোধন প্রক্রিয়াটি নির্ভুল এবং দ্রুত হতে হবে। অন্যথায়, কুয়াচিং সময়ে তাকে পুনরায় গরম করতে হবে। হট কোইল স্প্রিং-এর ক্ষুদ্রতর ক্লান্ডিং জীবন বাড়ানোর জন্য, যদি সম্ভব হয় তবে শট পিনিং করা উচিত।
এই উদ্যোগটি একটি নতুন টেনশনিং সিলিন্ডার সম্পর্কে যা একটি এক্সকেভেটরের টেনশনিং ডিভাইসে ব্যবহৃত হয়
একটি যন্ত্র এক্সকেভেটরে ব্যবহৃত হয় যখন নতুন ধরনের গোলাপ তেল সিলিন্ডারে জড়িত থাকে, পিস্টন রড ভিতরে সিলিন্ডার ব্লকে ঢুকে যায়, সিলিন্ডারের পাশাপাশি শেষ প্রান্তে তেল ছিদ্র সেট থাকে, তেল ছিদ্রটি পিস্টন রডের অভ্যন্তরে পৌঁছে, তেল ছিদ্রের প্রবেশের জন্য একটি ছোট তেল কাপ সেট থাকে, ছোট তেল কাপে গ্রিস নিপল সেট থাকে, সিলিন্ডার সিলিন্ডারের বাইরের দেওয়ালে সিলিন্ডার স্ক্রু সেট থাকে, স্ক্রুর আন্তঃপ্রান্ত পিস্টন রডের প্রান্তের সাথে সংযুক্ত এবং স্ক্রু রড এবং পিস্টন রডের যোগস্থলে একটি সিলিং রিং সেট থাকে, সিলিং রিংটি সিলিন্ডারের নিচের প্রান্তে সাজানো থাকে; পিস্টন রডের বাইরের দেওয়ালের নিচের প্রান্ত এবং সিলিন্ডারের অভ্যন্তরীণ দেওয়ালে একটি গাইড সুইট, তেল সিল এবং রিটেনিং রিং সেট থাকে; স্ক্রুর বাইরের প্রান্তে একটি নট স্থায়ীভাবে সেট থাকে, এবং নটের বাইরের দিকে একটি স্টপ গাশেট সেট থাকে। এই উদ্যোগের সুবিধা হল নতুন ধরনের গঠন, আরও নিয়মিত আকৃতি, আরও বৈজ্ঞানিক গঠনের সংমিশ্রণ, আরও উন্নত প্রযুক্তি, মানকৃত উপাদান, উচ্চ শক্তি, আরও স্থিতিশীল গুণ, আরও দৃঢ় এবং স্থায়ী, এবং আরও দীর্ঘ জীবনকাল।