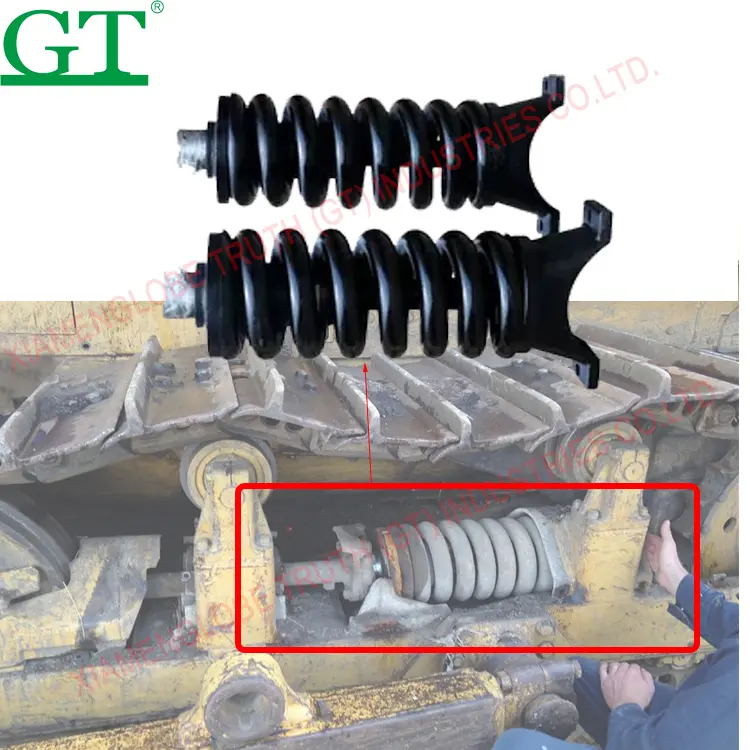
Основната функция на регулятора на гусениците е да регулира степента на натяганост на съединението на гусеничната плочка. Когато съединението на гусеничната плочка се движи, то произвежда огромно натягане, което накарва редицата да се премести към зъбен колело, при това тя също comprесира регулятора на гусениците, за да ослаби съединението на гусеничната плочка, така че регуляторът на гусениците има ролята на буфер и защита.

| Детайлна информация за продукта | |
|---|---|
| Описание: | Пружинна конструкция за регулиране на тракторен регулятор за част от ходовата карета на екскаватор и бульдозер |
| Място на произход: | Китай |
| Име на марката: | PT'ZM |
| Номер на модел | |
| Цена: | Преговори |
| Детайли за опаковане: | Дезинтеграция на морския пакет |
| Време за доставка: | 7-30 дни |
| Условие за плащане: | L\/C T\/T |
| Ценово предложение: | FOB/ CIF/ CFR |
| Минимална количество за поръчка: | 1 БР |
| Способност за доставка: | 10000 броя/месец |
| Материал: | 60Si2Mn /45# /QT450-10 |
| Техника: | Сковаване |
| Финиш: | Гладък |
| Твърдост: | HRC45-55 |
| Качество: | добивна дейност тежка промишленост високо качество |
| Време на гаранция: | 24 месеца |
| Следпродажбено обслужване: | Видео техническа поддръжка, Онлайн поддръжка |
| Цвят: | Черен или по изискване на клиента |
| Приложение: | Бульдозер и гусеничен екскаватор |
Производство на компресионни виткови пружини с хладното теглено пружинно желязо
За витковата пружина за токарния станок, след процеса на витане на пружината, трябва да бъде отрязана, за да се отделят няколко свързани пружини в една отделна пружина. За някои важни пружини може да се добави процес на класификация на височината на чертеж преди изчукването на лицето, за да се гарантира качеството на изчукване. Процесът на изчукване също може да се раздели на грубина и точна обработка, а след грубото изчукване може да се проведат деебъринг или фаскиране.
Производство на растягващ спирален пружин с хладното теглено пружинено желязо
Производството на растягващ спирален пружин може да бъде завършено заедно в процеса на намотване на пружините за някои типични връвки, като се използва специална автоматична машина за намотване на пружини. Заслужава да се отбележи, че процесът на разтегляне след намотването е за eliminиране на остатъчния стрес, породен по време на намотването, докато процесът на разтегляне след изработването на крючъка е за eliminиране на вътрешния стрес, породен по време на изработването на крючъка. Въпреки че тези два процеса имат функцията за eliminиране на вътрешен стрес, те не могат да бъдат combinирани в един процес, защото предишният процес на разтегляне има функцията за „fixing“, за да се гарантира точността на относителната позиция на връвката. И температурата на подгряване при последният процес на разтегляне трябва да не е по-висока от тази на предишния процес на разтегляне.
Производство на крутящ спирален пружин с хладното теглено пружинено желязо
Подобно на растягващата пружина, производството на виткова пружина се извършва чрез специална автоматична машина за намотване на пружини. За някои типични виткови ръчета това може да се завърши един път по време на процеса на намотване. Има два типични технологични процеса за производство на виткови пружини. Първият е да се отреже материалът до определена дължина първо, след което се прави намотката и другите процеси, като например технологичния процес на двуръчна виткова пружина; Вторият е подобен на технологичния поток на растягващата пружина, но различен: при растягващата пружина се правят котви, докато при витковата пружина се правят виткови ръчета. Тъй като посоката на остатъчното напрежение е противоположна на работното напрежение, процесът на отапяне често се пропуска, за да се намали върховната стойност на работното напрежение. Обаче отапянето може да стабилизира кристалната структура на материала на пружината и да намали деформацията на витковото ръче, причинена от удара по време на транспортиране. Силно витане също така е процес, който се организира за някои специални виткови пружини.
Пружина от провод за пружини, доставена във фазата на анелация
Леговото желязо за пружини, доставено във фазата на анелация, се използва предимно за производство на компресионни спирални пружини. Технологичния процес е различен от посоченото по-горе. Предимно се подвергва термична обработка чрез закаливане и отпускане след формирането и се нормализира при производството на края на пружината. Останалите процеси са практически същите.
Технологичен процес на голяма гореща спирална пружина
Пружината с диаметър на материалът по-голям от 12 мм често се нарича голяма пружина, която обикновено се прави чрез метода на топло формене. Топлата витка пружина основно е компресионна витка пружина. Всички топли виткови пружини са със сърцевина. За спиралната конусовидна компресионна пружина е трудно да се „отвори зъбът“ (разтегляне на интервала) по време на витането, затова има задачата да се отвори зъбът по време на процеса на калибриране. Освен това, за да се гарантира температурата при закаливане, процесът на корекция трябва да бъде точен и бърз. В противен случай трябва да се прегреява по време на закаливането. За да се подобри умората на горещите виткови пружини, когато условията позволяват, трябва да се провежда шотпийning.
Полезното модел относи до ново натягащо цилиндър, използван в устройство за натягане на екскаватор.
Устройство, приложено към екскаватора, когато е стиснат в новия тип розен маслени цилиндър, портна филка отвътре поставена в цилиндричен блок, тялото на цилиндъра с набран край има масло отвор, масло инжекционния отвор минава до вътрешността на портната филка, масло отвора е на входа да има малка масло чаша, малка масло чаша има гравюрен пипер, цилиндър винт на външната стена на тялото на цилиндъра, вътрешният край на винта е свързан с един край на портната филка и винтът, съединението между винта и портната филка е оснащено с уплотняващ пръстен, уплотняващият пръстен е разположен на долната част на тялото на цилиндъра; Долната част на външната стена на портната филка и вътрешната стена на тялото на цилиндъра са оборудвани с насочващ чехъл, масло уплотнение и задържващ пръстен; Външият край на винта е фиксираният с гайка, а външната страна на гайката е оборудвана с спиращ преграда. Полезното модел има предимствата на новаторски конструкция, по-правилен облик, по-научно комбинация на конструкцията, по-продвината технология, стандартен материал, висока твърдост, по-стабилно качество, по-прочно и издръжливо, и по-дълъг срок на служба.