


Kluczowe materiały dla Wałek podtrzymujący do koparki gąsienicowej Zastosowania
Przegląd typowych stali stopowych: 40CrMo, 42CrMo, 40Mn2 i 50Mn
Walec do gąsienic stosowane w buldożerkach i koparkach w dużej mierze zależą od konkretnych stali stopowych, w tym 40CrMo, 42CrMo, 40Mn2 oraz 50Mn, ponieważ materiały te zapewniają odpowiedni balans pomiędzy wytrzymałością a odpornością na zużycie. Większość tych stali posiada zawartość węgla wahającą się od około 0,35% do około 0,55%, a także ważne składniki stopowe, takie jak chrom, molibden i mangan, dodawane do stopu. Na przykład 42CrMo zazwyczaj zawiera od 0,38% do 0,45% węgla w połączeniu z około 0,90% do 1,20% chromu, co czyni ją szczególnie dobrze nadającą się do hartowania na wskroś. Tymczasem 50Mn wyróżnia się zwiększoną ilością manganu (również około 0,90% do 1,20%), co zapewnia jej lepszą twardość powierzchniową w trudnych warunkach ścierania, z jakimi spotykają się maszyny w rzeczywistych warunkach eksploatacji.
Porównawcza analiza właściwości mechanicznych stali do walców gąsienicowych
- 40CrMo : Wytrzymałość na rozciąganie 980–1180 MPa, odpowiednia do zastosowań o średnich obciążeniach
- 42CrMo : Zapewnia znakomite odporności (1080–1220 MPa wytrzymałości na rozciąganie) oraz odporność na zmęczenie
- 50 min : Osiąga wysoką twardość powierzchni (HRC 55–60), ale ma niższą odporność na uderzenia niż stali chromowane
Badania przemysłowe wykazują 23% wydłużenie żywotności przy przejściu z 40Mn2 na 42CrMo w warunkach dużych obciążeń udarowych.
Dlaczego 42CrMo jest preferowany do rolek podwozia w koparkach i buldożerkach pracujących w warunkach dużych naprężeń
Jeśli chodzi o materiały do zastosowań związanych z dużym obciążeniem, stal 42CrMo wyróżnia się swoją stabilnością przy działaniu powtarzalnych obciążeń w czasie. Badania części z maszyn ciężarowych wykazały, że struktura martenzytyczna tego stopu skutecznie zapobiega rozprzestrzenianiu się pęknięć o około 34% lepiej niż w przypadku stali 50Mn. To daje realną różnicę pod względem trwałości długoterminowej. Ciekawą kwestią jest również sposób, w jaki chrom współpracuje z molibdenem, zwiększając odporność na rdzę i korozję. Ta kombinacja okazuje się szczególnie przydatna w warunkach wilgotności lub ekspozycji na wodę morską, jak np. w trudnych warunkach panujących w kopalniach przybrzeżnych, gdzie sprzęt wciąż zmaga się z surowymi elementami.
Rola zawartości węgla i składników stopowych w odporności na zużycie wałków podtrzymujących
Zawartość węgla (zazwyczaj 0,40–0,50%) bezpośrednio wpływa na twardość, podczas gdy składniki stopowe poprawiają wtórne właściwości użytkowe:
- Chrom (0,9–1,2% w stali 42CrMo): Zwiększa hartowność oraz odporność na utlenianie
- Molibden (0,15–0,25%): Ulepsza strukturę ziarnową, poprawiając odporność na pękanie
To połączenie zapewnia współczynnik zużycia na poziomie 0,0018 mm³/Nm w teście ASTM G65, co daje wynik lepszy o 40% niż dla stali nielegowanych.
Optymalizacja mikrostruktury stali w celu zwiększenia trwałości i dłuższej żywotności
Kontrolowane hartowanie cieplne tworzy mikrostrukturę bainityczną lub odpuszczoną martenzytyczną. W rolekach podtrzymujących, struktura martenzytu płytowego z 10–15% utrwalonym austenitem gwarantuje optymalne rozłożenie naprężeń. Postępy w obróbce termomechanicznej wydłużyły cykl życia komponentów o 19% w badaniach terenowych, szczególnie przy jednoczesnym obciążeniu skręcającym i osiowym typowym dla podwozi koparek.
Hartowanie i odpuszczanie: podstawowe techniki w obróbce cieplnej rolek podtrzymujących

Zakalanie szybko schładza stopy stalowe, takie jak 42CrMo i 50Mn, w celu utworzenia struktury martenzytycznej, osiągając twardość powierzchniową do 58–62 HRC. Następne odpuszczanie w temperaturze 400°C–600°C zmniejsza kruchość dzięki ponownemu rozmieszczeniu atomów węgla, zachowując odporność na pękanie, która jest kluczowa dla rolek gąsienic buldożerów pracujących na nierównym terenie.
Nasycanie węglem vs. Hartowanie całkowite: Wybór odpowiedniej metody dla odporności na zużycie
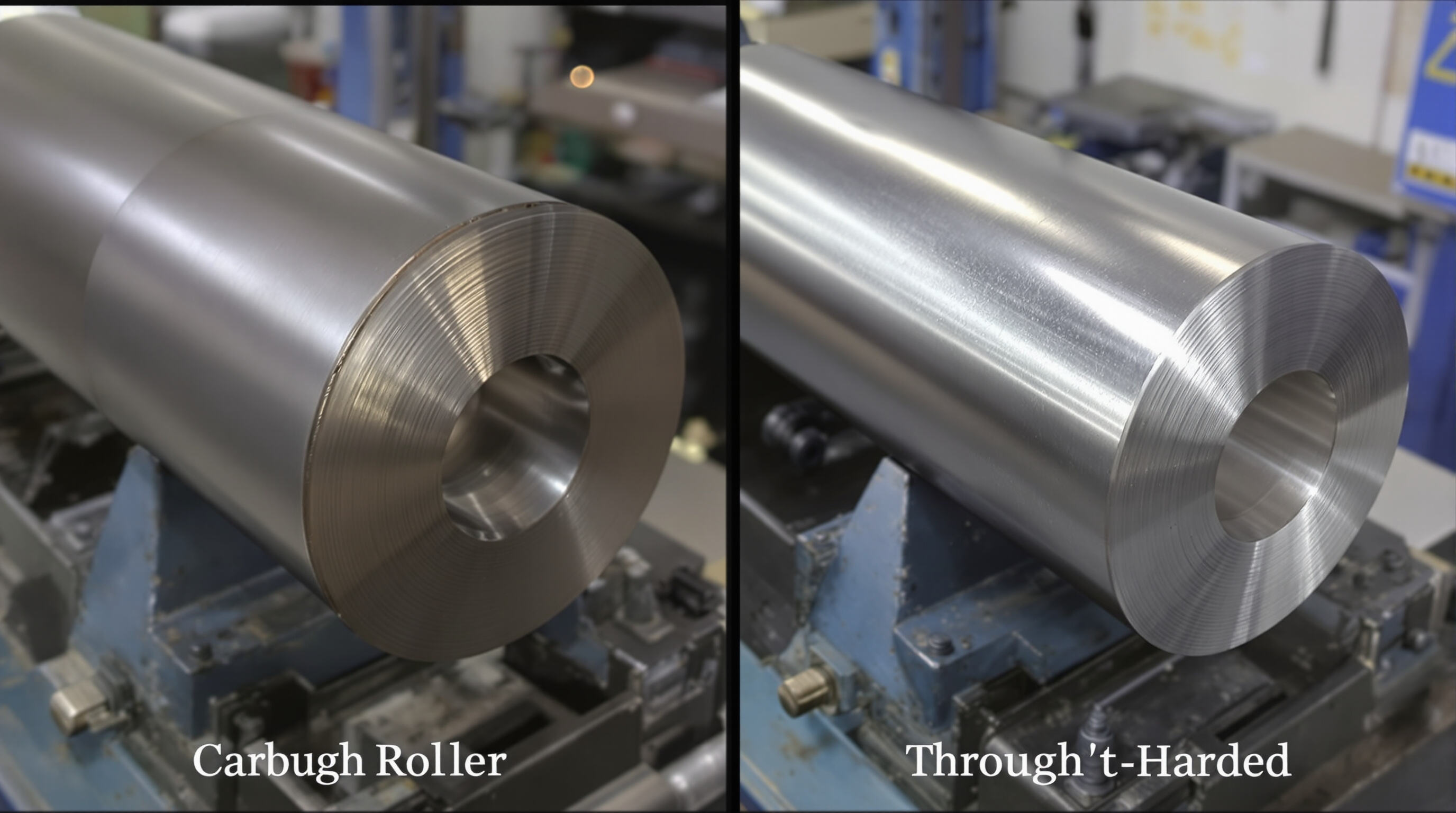
Jeśli chodzi o rolek podwozia koparek, które muszą wytrzymać stałe obciążenie, hartowanie całkowite zapewnia im dość równomierny zakres twardości między 50 a 55 HRC, co bardzo dobrze sprawdza się w tych zastosowaniach. Cementacja idzie o krok dalej, tworząc twardszą warstwę zewnętrzną, która może osiągnąć nawet 60 HRC, pozostawiając przy tym materiał wewnętrzny bardziej odpornym i giętkim. Testy terenowe wykazały, że części zacementowane trwają około 18 procent dłużej w piaskowatych warunkach, gdzie ścieranie jest dużym problemem. Jednak ta sama cementacja wiąże się z pewną wadą – roleki te częściej pękają pod wpływem nagłych ciężkich uderzeń w porównaniu do rolek zahartowanych całkowicie, na co zwróciły uwagę wiele zespołów utrzymaniowych po latach eksploatacji maszyn.
Jak odpuszczanie zmniejsza kruchość, zachowując przy tym twardość powierzchni
Hartowanie z wyżarzaniem poprawia odporność na pękanie, przekształcając kruche martenzyty w martenzyty odpuszczone, zachowując około 90% początkowej twardości. W przypadku rolek torowych stosowanych w warunkach subzero (poniżej -20°C), dwustopniowe odpuszczanie w temperaturach 200°C i 550°C zwiększa udarność Charpy'ego o 30% bez pogorszenia właściwości tribologicznych.
Wpływ obróbki cieplnej na właściwości mechaniczne stali 40CrMo i 50Mn
Gdy stosujemy kontrolowane gaszenie olejowe w temperaturze około 850 stopni Celsjusza, granica plastyczności stali 40CrMo osiąga co najmniej 980 MPa, co czyni ten materiał idealnym wyborem do naprawdę trudnych zadań w ciężko obciążonych koparkach. Z kolei gaszenie wodne dobrze sprawdza się w przypadku stali 50Mn, osiągając znacznie wyższą twardość między 55 a 58 w skali Rockwella. Istnieje jednak pewien haczyk. Proces ten wymaga bardzo ostrożnego odpuszczania, w przeciwnym razie elementy mogą doświadczyć problemów z korozją naprężeniową, zwłaszcza gdy są używane w pobliżu linii brzegowych, gdzie występuje ekspozycja na wodę morską. Przegląd testów trwałości zmęczeniowej ujawnia również coś interesującego. Po pracy pod obciążeniem przez 15 000 godzin z rzędu, wałki ze stali 42CrMo nadal zachowują około 95 procent swojej pierwotnej wytrzymałości. To aż 22-procentowy wzrost wydajności w porównaniu do podobnych części wykonanych ze stali 50Mn.
Analiza kontrowersji: Ryzyko przetopienia w zastosowaniach wałków pod dużym obciążeniem
Hartowanie powyżej 650°C może zmniejszyć twardość powierzchni 42CrMo o 12–15 HRC, przyspieszając zużycie w wymagających warunkach górniczych. Jednakże, najnowsze badania sugerują, że przedłużone hartowanie w niskiej temperaturze (230°C przez 8 godzin) skutecznie zmniejsza naprężenia resztkowe bez utraty twardości – co stanowi istotną zaletę w przypadku dużych rolek łańcuchowych w koparkach 80-tonowych.
Odporność na zużycie, odporność udarowa i trwałość rolek łańcuchowych w trudnych warunkach
Właściwości użytkowe rolek łańcuchowych ze stali 42CrMo w warunkach ścierania i obciążenia udarowego
rolki łańcuchowe ze stali 42CrMo doskonale sprawdzają się w warunkach wysokiego obciążenia dzięki zrównoważonej strukturze mikro i zawartości stopowej. Wytrzymują cząstki ścierające oraz obciążenia udarowe przekraczające 750 MPa bez łuszczenia. Dane z eksploatacji wykazują, że po 2000 godzinach pracy w kamieniołomach rolki te zachowują 92% swojej pierwotnej średnicy – o 15% więcej niż standardowe wersje ze stali 40Mn2.
Korelacja pomiędzy twardością powierzchni a odpornością na zużycie rolek łańcuchowych w koparkach
Twardość powierzchni (58–62 HRC) silnie koreluje z odpornością na zużycie. Jednak przekroczenie 64 HRC zwiększa ryzyko kruchości o 30%, zgodnie z analizami metalograficznymi. Zaawansowane obróbki cieplne osiągają optymalne gradienty twardości, zapewniając wytrzymałość podpowierzchniową (wartości udaru Charpy ±40 J) przy jednoczesnym utrzymaniu powierzchni odpornych na zużycie w warunkach kamienistego podłoża.
Optymalizacja wytrzymałości i odporności na pękanie w zastosowaniach o wysokim obciążeniu
Nowoczesne konstrukcje rolek łańcuchowych pokonują kompromis między twardością a odpornością na uderzenia dzięki:
- Mikrostopowaniu chromem (1,2–1,5%) i molibdenem (0,2–0,3%)
- Kontrolowanym szybkościom gaszenia (50–80°C/s)
- Naprężeniom ściskającym (-800 do -1200 MPa) wywołanym piaskowaniem
Tak zintegrowane podejście zmniejsza koncentrację naprężeń o 40% w porównaniu do konwencjonalnych części hartowanych na wskroś.
Dane trwałości: Liczba cykli życia rolek łańcuchowych przy zoptymalizowanej obróbce cieplnej
Właściwie hartowane walec 42CrMo trwają 8000–10 000 godzin pracy w zastosowaniach buldożerów – o 60% dłużej niż nienagrzane komponenty. Precyzyjne obróbka po obróbce cieplnej utrzymuje dokładność wymiarową ±0,05 mm, zapobiegając przyspieszonemu zużyciu w systemach łańcuchów gąsienicowych. Dane z ostatnich badań wskazują, że zoptymalizowane wałki zmniejszają częstotliwość wymiany o 35% podczas typowego cyklu remontu koparki.
Obróbka końcowa i właściwości użytkowe waleczków o wysokiej trwałości
Nagniatanie i toczenie powierzchniowe: zwiększanie trwałości zmęczeniowej
Nagniatanie wprowadza naprężenia ściskające na powierzchni, które opóźniają inicjowanie pęknięć nawet o 300% w waleczkach gąsienic buldożerów. Toczenie powierzchniowe dodatkowo zwiększa twardość o 15–20% w komponentach 42CrMo. Oba procesy razem zmniejszają tempo zużycia ściernego o 34% w warunkach pracy kamieniołomów, co potwierdziło badanie zgodnie z normą ASTM G65-2022.
Obróbka precyzyjna po obróbce cieplnej w celu zachowania stabilności wymiarowej
Obróbka CNC po hartowaniu zapewnia tolerancje ±0,01 mm, co jest krytyczne dla niezawodnej pracy rolek torowych. Nieprawidłowa kolejność obróbki może powodować wygięcie 0,3 mm w elementach ze stali 50Mn podczas hartowania – co wystarczy, aby zwiększyć zużycie łańcucha o 60%. Wiodący producenci stosują obecnie wewnętrzne systemy pomiaru laserowego, aby zachować integralność geometryczną.
Studium przypadku: Optymalizacja materiału i procesu w maszynach ciężarowych
Po połączeniu tradycyjnych technik azotowania i odtapia skorupy odlewu z nowoczesnymi, kontrolowanymi przez sztuczną inteligencję procesami hartowania łożysk ślizgowych z 42CrMo, producenci odnieśli imponujące wyniki. Przeprowadzone w 2023 roku testy wykazały, że podzespoły poddane tej obróbce wytrzymują około 40% dłużej przy regularnym obciążeniu 12 ton w trakcie eksploatacji. Analiza laboratoryjna przeprowadzona za pomocą udarności Charpy'ego ujawniła lepszą odporność na pękanie, osiągając około 58 dżuli pochłaniania energii nawet w temperaturach zamarzania wynoszących minus 20 stopni Celsjusza. Oszczędności kosztów były równie znaczące dla firm górniczych stosujących to podejście, które ograniczyły roczne koszty wymiany o około 740 dolarów na każdy indywidualny podzespół łożyska ślizgowego w całej floty maszyn.
Często zadawane pytania
Jakie są podstawowe materiały stosowane do łożysk ślizgowych w buldożerach i koparkach ?
Główne materiały używane do produkcji rolek łańcuchowych w buldożerkach i koparkach to stopy stalowe, takie jak 40CrMo, 42CrMo, 40Mn2 i 50Mn. Materiały te są wybierane ze względu na ich wytrzymałość i odporność na zużycie.
Dlaczego stal stopowa 42CrMo jest preferowana w zastosowaniach o wysokim obciążeniu?
stal 42CrMo jest preferowana w zastosowaniach o wysokim obciążeniu dzięki stabilnej pracy pod obciążeniami powtarzalnymi, lepszej odporności na pękanie oraz zwiększonej odporności na rdzę i korozję dzięki zawartości chromu i molibdenu.
Jaka jest zaleta rolek łańcuchowych z warstwą azotowaną w porównaniu do rolek hartowanych całkowicie?
Rolek łańcuchowych z warstwą azotowaną mają twardszą warstwę zewnętrzną, co poprawia ich odporność na zużycie, pozwalając, by służyły dłużej w warunkach agresywnego ścierania. Jednak mają tendencję do łatwiejszego pękania pod nagłymi ciężkimi uderzeniami w porównaniu do rolek hartowanych całkowicie.
W jaki sposób obróbka cieplna wpływa na właściwości mechaniczne rolek łańcuchowych?
Obróbka cieplna, taka jak hartowanie i odpuszczanie, wpływa na rolki torowe poprzez zwiększenie twardości powierzchni, zmniejszenie kruchości oraz poprawę odporności na pękanie i ogólnej ciągliwości.
Spis treści
-
Kluczowe materiały dla Wałek podtrzymujący do koparki gąsienicowej Zastosowania
- Przegląd typowych stali stopowych: 40CrMo, 42CrMo, 40Mn2 i 50Mn
- Porównawcza analiza właściwości mechanicznych stali do walców gąsienicowych
- Dlaczego 42CrMo jest preferowany do rolek podwozia w koparkach i buldożerkach pracujących w warunkach dużych naprężeń
- Rola zawartości węgla i składników stopowych w odporności na zużycie wałków podtrzymujących
- Optymalizacja mikrostruktury stali w celu zwiększenia trwałości i dłuższej żywotności
- Hartowanie i odpuszczanie: podstawowe techniki w obróbce cieplnej rolek podtrzymujących
- Nasycanie węglem vs. Hartowanie całkowite: Wybór odpowiedniej metody dla odporności na zużycie
- Jak odpuszczanie zmniejsza kruchość, zachowując przy tym twardość powierzchni
- Wpływ obróbki cieplnej na właściwości mechaniczne stali 40CrMo i 50Mn
- Analiza kontrowersji: Ryzyko przetopienia w zastosowaniach wałków pod dużym obciążeniem
-
Odporność na zużycie, odporność udarowa i trwałość rolek łańcuchowych w trudnych warunkach
- Właściwości użytkowe rolek łańcuchowych ze stali 42CrMo w warunkach ścierania i obciążenia udarowego
- Korelacja pomiędzy twardością powierzchni a odpornością na zużycie rolek łańcuchowych w koparkach
- Optymalizacja wytrzymałości i odporności na pękanie w zastosowaniach o wysokim obciążeniu
- Dane trwałości: Liczba cykli życia rolek łańcuchowych przy zoptymalizowanej obróbce cieplnej
- Obróbka końcowa i właściwości użytkowe waleczków o wysokiej trwałości
-
Często zadawane pytania
- Jakie są podstawowe materiały stosowane do łożysk ślizgowych w buldożerach i koparkach ?
- Dlaczego stal stopowa 42CrMo jest preferowana w zastosowaniach o wysokim obciążeniu?
- Jaka jest zaleta rolek łańcuchowych z warstwą azotowaną w porównaniu do rolek hartowanych całkowicie?
- W jaki sposób obróbka cieplna wpływa na właściwości mechaniczne rolek łańcuchowych?

