


Ключевые материалы для Ролик ходовой части для экскаватора-бульдозера Применения
Обзор распространенных легированных сталей: 40CrMo, 42CrMo, 40Mn2 и 50Mn
Опорные катки, используемые на бульдозерах и экскаваторах, в значительной степени зависят от определенных легированных сталей, включая 40CrMo, 42CrMo, 40Mn2 и 50Mn, поскольку эти материалы обеспечивают правильный баланс между прочностью и устойчивостью к износу. Большинство этих сталей содержат углерод в диапазоне примерно от 0,35% до около 0,55%, а также важные легирующие компоненты, такие как хром, молибден и марганец, добавляемые в них. Например, 42CrMo обычно содержит от 0,38% до 0,45% углерода наряду с примерно 0,90% до 1,20% хрома, что делает ее очень эффективной в закалке по всему материалу. В свою очередь, сталь 50Mn выделяется своим повышенным содержанием марганца (также примерно от 0,90% до 1,20%), обеспечивая превосходную поверхностную твердость при работе в тяжелых абразивных условиях, с которыми оборудование часто сталкивается в реальных условиях эксплуатации.
Сравнительный анализ механических свойств сталей для опорных катков
- 40CrMo : Предел прочности 980–1,180 МПа, подходит для средних нагрузок
- 42CrMo : Обладает превосходной прочностью (предел прочности при растяжении 1080–1220 МПа) и сопротивлением усталости
- 50Мн : Достигает высокой твердости поверхности (HRC 55–60), но имеет меньшую ударную вязкость по сравнению со сталями, легированными хромом
По данным исследований отрасли, при переходе с 40Мн2 на 42ХМ при высоких ударных нагрузках срок службы увеличивается на 23%
Почему для изготовления роликов гусеничного хода экскаваторов и бульдозеров в условиях высоких нагрузок предпочтение отдается стали 42ХМ
Когда речь идет о материалах для применения в условиях высоких нагрузок, 42CrMo выделяется благодаря своей стабильности при воздействии повторяющихся нагрузок на протяжении времени. Испытания деталей тяжелой техники показали, что закаленная мартенситная структура этого сплава на самом деле предотвращает распространение трещин примерно на 34 процента лучше, чем у 50Mn. Это существенно влияет на долговечность. Также интересно, как хром взаимодействует с молибденом, чтобы повысить устойчивость к ржавчине и коррозии. Это сочетание особенно полезно в условиях повышенной влажности или воздействия соленой воды, как, например, в прибрежных шахтах, где оборудование постоянно подвергается суровым погодным условиям.
Роль содержания углерода и легирующих элементов в износостойкости опорных катков
Содержание углерода (обычно 0,40–0,50%) напрямую влияет на твердость, тогда как легирующие элементы улучшают вторичные эксплуатационные характеристики:
- Хром (0,9–1,2% в 42CrMo): повышает прокаливаемость и устойчивость к окислению
- Молибден (0,15–0,25%): Улучшает структуру зерна, повышая вязкость разрушения
Эта комбинация обеспечивает коэффициент износа 0,0018 мм³/Нм при испытаниях по ASTM G65, превосходя не легированные стали на 40%.
Оптимизация микроструктуры стали для повышения прочности и долговечности
Контролируемая термообработка создает бейнитную или отпущенную мартенситную микроструктуру. В роликах ходовой части структура пластинчатого мартенсита с 10–15% остаточного аустенита обеспечивает оптимальное распределение напряжений. Современные технологии термомеханической обработки увеличили срок службы компонентов на 19% в ходе полевых испытаний, особенно при комбинированной крутящей и осевой нагрузке, характерной для ходовых частей экскаваторов.
Закалка и отпуск: основные методы термообработки роликов ходовой части

Закалка быстро охлаждает легированные стали, такие как 42CrMo и 50Mn, чтобы сформировать мартенситную структуру, обеспечивая поверхностную твёрдость до 58–62 HRC. Последующий отпуск при температуре 400°C–600°C снижает хрупкость за счёт перераспределения атомов углерода, сохраняя вязкость сердцевины, что особенно важно для катков гусеничного хода бульдозера, работающего на пересечённой местности.
Цементация против объемной закалки: выбор правильного метода для обеспечения износостойкости
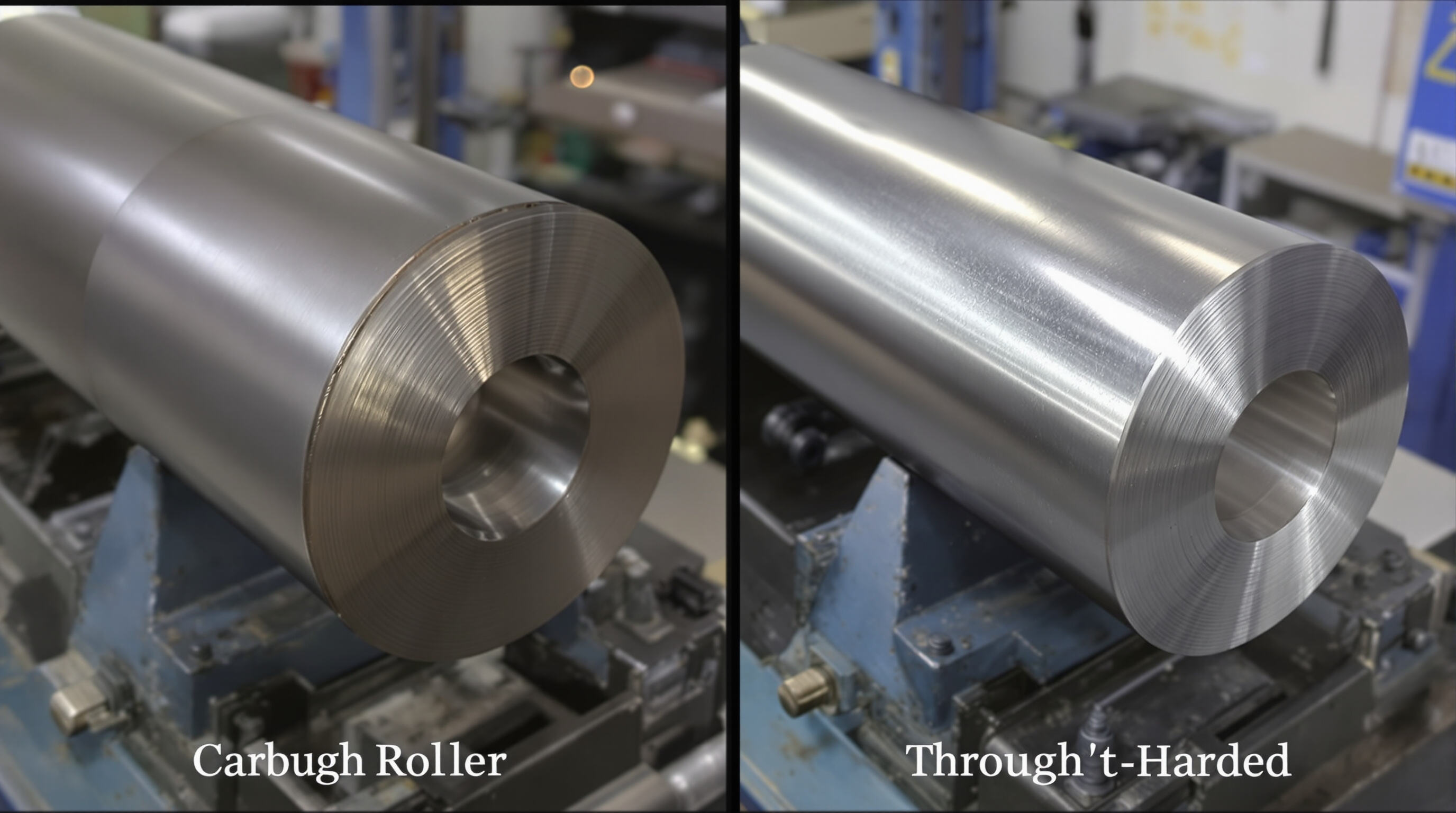
Когда речь идет о роликах гусеничного хода экскаваторов, которым необходимо выдерживать постоянное давление, закалка по всему объему обеспечивает довольно равномерную твердость в диапазоне от 50 до 55 HRC, что хорошо подходит для таких применений. Цементация заходит дальше, создавая более твердый внешний слой, достигающий показателя твердости до 60 HRC, при этом внутренний материал остается более прочным и гибким. Испытания на практике показали, что такие детали с цементацией служат примерно на 18 процентов дольше при работе в песчаных условиях, где износ от абразивов является серьезной проблемой. Однако есть и обратная сторона: эти же ролики с цементацией склонны к образованию трещин при внезапных сильных ударных нагрузках по сравнению со роликами с объемной закалкой, что неоднократно отмечали службы технического обслуживания после многих лет эксплуатации оборудования.
Как отпуск снижает хрупкость, сохраняя при этом твердость поверхности
Последующая закалка придает хрупкому мартенситу более высокую прочность, сохраняя около 90% начальной твердости, при этом значительно улучшая сопротивление образованию трещин. Для роликов гусеничного хода, эксплуатируемых при температурах ниже нуля (ниже -20°C), двухстадийный отпуск при 200°C и 550°C повышает ударную вязкость по Шарпи на 30% без ущерба для износостойкости.
Влияние термической обработки на механические свойства сталей 40CrMo и 50Mn
Когда мы применяем контролируемую закалку масла при температуре около 850 градусов Цельсия, предел текучести 40CrMo достигает минимум 980 МПа, что делает этот материал идеальным для действительно тяжелых условий работы в тяжелых экскаваторах. С другой стороны, закалка водой хорошо работает с 50Mn сталью, чтобы получить гораздо более высокий показатель твердости от 55 до 58 по шкале Роквелла. Однако здесь есть подводный камень. Процесс требует очень осторожного отпуска, иначе эти компоненты могут пострадать от коррозионного растрескивания под напряжением, особенно при использовании вблизи побережий, где распространено воздействие соленой воды. Анализ усталостных испытаний показывает еще что-то интересное. После работы под нагрузкой в течение 15 000 часов подряд ролики из 42CrMo все еще сохраняют около 95 процентов своей первоначальной прочности. Это на самом деле улучшение на 22 процента по сравнению с аналогичными деталями, изготовленными из стали 50Mn.
Анализ споров: Риски чрезмерного отпуска в роликах для тяжелых условий эксплуатации
Темперирование выше 650 °C может снизить твёрдость поверхностей из 42CrMo на 12–15 HRC, ускоряя износ в тяжёлых горных условиях. Однако недавние исследования показали, что длительное низкотемпературное отпускание (230 °C в течение 8 часов) эффективно снижает остаточные напряжения без потери твёрдости — важное преимущество для крупногабаритных роликов ходовой части в экскаваторах весом 80 тонн.
Износостойкость, вязкость и долговечность роликов ходовой части в тяжёлых условиях
Эксплуатационные характеристики роликов ходовой части из 42CrMo при абразивном и ударном нагружении
ролики ходовой части из 42CrMo демонстрируют высокие эксплуатационные характеристики в условиях высоких нагрузок благодаря сбалансированной микроструктуре и легированию. Они выдерживают абразивные частицы и ударные нагрузки свыше 750 МПа без скалывания. Эксплуатационные данные показывают, что эти ролики сохраняют 92 % своего первоначального диаметра после 2000 часов работы в карьерах — на 15 % лучше, чем стандартные варианты из 40Mn2.
Взаимосвязь между поверхностной твёрдостью и износостойкостью роликов ходовой части экскаваторов
Поверхностная твердость (58–62 HRC) тесно коррелирует с износостойкостью. Однако превышение 64 HRC увеличивает риск хрупкости на 30% согласно металлургическим анализам. Современные методы термообработки обеспечивают оптимальные градиенты твердости, гарантируя вязкость подповерхностного слоя (значения ударной вязкости ±40 Дж по Шарпи) при сохранении износостойких поверхностей в условиях с высоким содержанием породы.
Сочетание вязкости и сопротивления разрушению в условиях высоких ударных нагрузок
Современные конструкции роликов гусениц преодолевают компромисс между вязкостью и твердостью за счет:
- Микролегирования хромом (1,2–1,5%) и молибденом (0,2–0,3%)
- Контролируемой скорости закалки (50–80°C/с)
- Остаточных сжимающих напряжений (-800 до -1200 МПа), индуцированных дробеструйной обработкой
Этот комплексный подход снижает концентрацию напряжений на 40% по сравнению с традиционными объемно закаленными деталями.
Данные долговечности: срок службы роликов гусениц с оптимизированной термообработкой
Правильно закаленные ролики гусеничного хода из стали 42CrMo служат 8000–10 000 часов в бульдозерах — на 60 % дольше, чем незакаленные компоненты. Точная механическая обработка после закалки обеспечивает точность размеров ±0,05 мм, предотвращая ускоренный износ в гусеничных цепях. Недавние данные показывают, что оптимизированные ролики уменьшают частоту замены на 35 % в типичных циклах капитального ремонта экскаваторов.
Послеобработка и эксплуатационные характеристики долговечных гусеничных роликов
Дробеструйная обработка и поверхностное упрочнение: повышение срока службы при циклических нагрузках
Дробеструйная обработка создает сжимающие поверхностные напряжения, которые задерживают появление трещин до 300 % дольше в роликах гусеничного хода бульдозеров. Поверхностное упрочнение дополнительно повышает твердость на 15–20 % в компонентах из 42CrMo. Вместе эти процессы уменьшают скорость абразивного износа на 34 % на карьерах, как подтверждено испытаниями по стандарту ASTM G65-2022.
Точная механическая обработка после термообработки для сохранения размерной стабильности
Токарная обработка с ЧПУ после закалки обеспечивает допуски ±0,01 мм, что критично для надежной работы опорных катков. Неправильная последовательность обработки может вызвать прогиб на 0,3 мм в компонентах из 50Mn во время закалки — достаточно, чтобы увеличить износ цепи на 60%. Ведущие производители теперь используют измерительные лазерные системы в процессе производства для сохранения геометрической точности.
Пример из практики: Оптимизация материалов и процессов в тяжелом машиностроении
При сочетании традиционных методов цементации и дробеструйной обработки с современными процессами закалки, контролируемыми с помощью ИИ, для изготовления роликов гусеничного хода экскаваторов из стали 42CrMo производители получили впечатляющие результаты. Испытания, проводимые в течение 2023 года, показали, что срок службы этих обработанных компонентов увеличился примерно на 40% при воздействии обычных нагрузок в 12 тонн во время эксплуатации. Лабораторный анализ с использованием испытаний на ударную вязкость по Шарпи продемонстрировал повышенную устойчивость к растрескиванию, достигнув поглощения энергии около 58 джоулей даже при температуре минус 20 градусов по Цельсию. Экономия средств также оказалась значительной для горнодобывающих компаний, внедривших этот подход, сократив годовые расходы на замену деталей примерно на семьсот сорок долларов США на каждую единицу ролика в их автопарке.
Часто задаваемые вопросы
Какие основные материалы используются для роликов гусеничного хода бульдозеров и экскаваторов ?
Основными материалами для изготовления роликов ходовой части бульдозеров и экскаваторов являются легированные стали, такие как 40CrMo, 42CrMo, 40Mn2 и 50Mn. Эти материалы выбираются за их прочность и устойчивость к износу.
Почему сталь 42CrMo предпочтительнее для применения в условиях высоких нагрузок?
сталь 42CrMo предпочтительна для применения в условиях высоких нагрузок благодаря своей стабильной работе под повторяющимися нагрузками, превосходной устойчивости к образованию трещин и повышенной устойчивости к ржавчине и коррозии благодаря содержанию хрома и молибдена.
Каковы преимущества использования цементированных роликов ходовой части по сравнению с объемно закаленными?
Цементированные ролики ходовой части имеют более твердый внешний слой, что улучшает их устойчивость к износу, обеспечивая более длительный срок службы в абразивных условиях. Однако по сравнению с объемно закаленными роликами они склонны к образованию трещин при внезапных сильных ударах.
Как термическая обработка влияет на механические свойства роликов ходовой части?
Термическая обработка, такая как закалка и отпуск, влияет на ролики направляющих, повышая твердость поверхности, уменьшая хрупкость, а также улучшая сопротивление трещинообразованию и общую прочность.
Содержание
-
Ключевые материалы для Ролик ходовой части для экскаватора-бульдозера Применения
- Обзор распространенных легированных сталей: 40CrMo, 42CrMo, 40Mn2 и 50Mn
- Сравнительный анализ механических свойств сталей для опорных катков
- Почему для изготовления роликов гусеничного хода экскаваторов и бульдозеров в условиях высоких нагрузок предпочтение отдается стали 42ХМ
- Роль содержания углерода и легирующих элементов в износостойкости опорных катков
- Оптимизация микроструктуры стали для повышения прочности и долговечности
- Закалка и отпуск: основные методы термообработки роликов ходовой части
- Цементация против объемной закалки: выбор правильного метода для обеспечения износостойкости
- Как отпуск снижает хрупкость, сохраняя при этом твердость поверхности
- Влияние термической обработки на механические свойства сталей 40CrMo и 50Mn
- Анализ споров: Риски чрезмерного отпуска в роликах для тяжелых условий эксплуатации
-
Износостойкость, вязкость и долговечность роликов ходовой части в тяжёлых условиях
- Эксплуатационные характеристики роликов ходовой части из 42CrMo при абразивном и ударном нагружении
- Взаимосвязь между поверхностной твёрдостью и износостойкостью роликов ходовой части экскаваторов
- Сочетание вязкости и сопротивления разрушению в условиях высоких ударных нагрузок
- Данные долговечности: срок службы роликов гусениц с оптимизированной термообработкой
- Послеобработка и эксплуатационные характеристики долговечных гусеничных роликов
-
Часто задаваемые вопросы
- Какие основные материалы используются для роликов гусеничного хода бульдозеров и экскаваторов ?
- Почему сталь 42CrMo предпочтительнее для применения в условиях высоких нагрузок?
- Каковы преимущества использования цементированных роликов ходовой части по сравнению с объемно закаленными?
- Как термическая обработка влияет на механические свойства роликов ходовой части?

