


Tärkeimmät materiaalit Jälkirengas maansiirto- ja kaivinkoneeseen Sovellukset
Yleisesti käytetyt seostetut teräkset: 40CrMo, 42CrMo, 40Mn2 ja 50Mn
Bulldozerien ja kaivukoneiden jälkikäyttöön käytettävät kiskojen rullat riippuvat erityisesti tiettyjen seoskarkaisten terästen, kuten 40CrMo:n, 42CrMo:n, 40Mn2:n ja 50Mn:n, käytöstä, koska nämä materiaalit tarjoavat juuri oikean tasapainon lujuuden ja kulumisvastuksen välillä. Näistä teräksistä suurimmassa osassa hiilipitoisuus vaihtelee noin 0,35 %:sta noin 0,55 %:iin, ja niissä on tärkeitä seosaineita, kuten kromia, molybdeenia ja mangaania. Otetaan esimerkiksi 42CrMo, joka sisältää tyypillisesti 0,38–0,45 % hiiltä sekä noin 0,90–1,20 % kromia, mikä tekee siitä erittäin hyvän karkaistavaksi koko materiaalin läpi. Sen sijaan 50Mn erottuu korkeammalla mangaanipitoisuudellaan (myös noin 0,90–1,20 %), mikä antaa sille erinomaisen pinnan kovuuden, kun laitteet kohtaavat kovia ja hankaavia olosuhteita reaaliolosuhteissa.
Kiskojen rullaterästen mekaanisten ominaisuuksien vertailuanalyysi
- 40CrMo : Vetolujuus 980–1 180 MPa, sopii keskisuuriin kuormiin
- 42crmo : Tarjoaa erinomaista kovuutta (1 080–1 220 MPa vetolujuus) ja väsymislujuutta
- 50mN : Saavuttaa korkean pinnan kovuuden (HRC 55–60), mutta sen iskukovuus on heikompi kuin kromausseosten teräksissä
Teollisuustutkimukset osoittavat 23 %:n lisääntymisen huoltokäyttöönotossa, kun siirrytään 40Mn2:sta 42CrMo:hen korkean iskusäilytyksen ympäristöissä.
Miksi 42CrMo:ta suositaan korkean rasituksen kaivinkoneiden ja maansiirtoniittien jälkikäteenpyöriin valmistuksessa
Kun on kyse korkean rasituksen sovelluksista, 42CrMo erottuu sen vuoksi, että se pysyy hyvin stabiilina toistuvien kuormitusten vaikutuksesta ajan mittaan. Kokeet raskaiden koneiden osista osoittavat, että tämän seoksen temppattu martensiittirakenne estää halkeamien leviämistä noin 34 prosenttia tehokkaammin kuin 50Mn. Tämä tekee todellisen eron pitkän aikavälin kestävyyteen. Mielenkiintoista on myös se, kuinka kromi yhdessä molybdeenin kanssa parantaa ruosteen ja korroosion kestävyyttä. Tämä yhdistelmä on erityisen hyödyllinen olosuhteissa, joissa on kosteutta tai suolaveden altistusta, kuten rannikkojen kivijauhatuslaitoksissa, joissa laitteet kohtaavat jatkuvasti kovia olosuhteita.
Hiilen ja seosaineiden vaikutus jälkien rullien kulumislujuuteen
Hiilipitoisuus (yleensä 0,40–0,50 %) vaikuttaa suoraan kovuuteen, kun taas seosaineet parantavat toissijaisia käyttöominaisuuksia:
- Kromi (0,9–1,2 % 42CrMo:ssa): Lisää karkaavuutta ja hapettumiselle kestävyyttä
- Molybdeeni (0,15–0,25 %): Tiivistää rakeis rakennetta ja parantaa murtumisvastusta
Tämä seos tuottaa kulumiskertoimen arvolla 0,0018 mm³/Nm ASTM G65 -kokeessa, joka ylittää valtamattomien terästen suorituskyvyn 40 %:lla.
Teräksen mikrorakenteen optimointi parantaakseen kestävyyttä ja eliniän pituutta
Hallittu lämpökäsittely tuottaa bainiittisen tai karkaistun martensiittisen miktorakenteen. Jälkikäskissä latti-martensiittirakenne, jossa on 10–15 % säilytettyä austeniittia, takaa optimaalisen jännitysjakauman. Lämpömekaanisen käsittelyn edistymisessä on pidentynyt komponenttien eliniä 19 %:lla kenttäkokeissa, erityisesti yhdistetyn vääntö- ja akselikuorman vaikutuksesta kaivinkoneiden alustassa.
Karkaisu ja jälkikarkaisu: Ydintekniikat jälkikäskien lämpökäsittelyssä

Pikajäähdytys nopeuttaa sekoitettujen terästen, kuten 42CrMo ja 50Mn, jähmettymistä muodostamaan martensiittirakenteen, jolloin saavutetaan pinnan kovuusarvo 58–62 HRC. Tämän jälkeinen uudelleenlämmitys 400°C–600°C:ssa vähentää haurautta uudelleen jakamalla hiiliatomit ja säilyttämällä ydinosan taipumattomuuden, joka on välttämätöntä maansiirtoniittyjen käsittelyssä epätasaisessa maastossa.
Karaistaminen vs. Koko poikkileikkauksen kovettaminen: Menetelmien valinta kulumisvastaisuuden perusteella
Kun on kyse kaivinkoneiden käsivarren rullista, jotka joutuvat kestämään koko ajan painetta, kokonaan karkaistu rakenne antaa melko tasaisen kovuusalueen noin 50–55 HRC, mikä toimii hyvin näissä sovelluksissa. Pintakarkaistu rakenne puolestaan menee askeleen pidemmälle luomalla kovemman ulkokerroksen, jonka kovuus voi nousta jopa 60 HRC:iin, kun taas sisäinen materiaali säilyy lujuudeltaan ja taipuisammalta. Käytännön kokeet osoittavat, että näistä pintakarkaistuista osista kestää noin 18 prosenttia pidempään hiekkaisessa maastossa, jossa kulumisesta on suuri huoli. Mutta mikä on kompromissi? Samat pintakarkaistut rullat halkeilevat helpommin yllättävien raskaiden iskujen vaikutuksesta verrattuna kokonaan karkaistuihin vastaosiin, mikä on monien huoltoturvien huomannut laitteiden vuosien käytön jälkeen.
Miten jälleenlämpökäsittely vähentää haurautta säilyttäen samalla pinnan kovuuden
Jälkikarkaisun jälkeinen ilmestykset muuttavat haurkaan martensiitin kestävämmäksi karkaistuksi martensiitiksi, jolloin noin 90 % alkuperäisestä kovuudesta säilyy samalla kun murtumisvastusta parannetaan merkittävästi. Kiskoletkien kohdalla, joita käytetään alle nollan lämpötiloissa (alle -20 °C), kahden vaiheen ilmestys 200 °C:ssa ja 550 °C:ssa parantaa Charpy-iskulujuutta 30 %:lla ilman kulumisominaisuuksien heikentymistä.
Lämpökäsittelyn vaikutus 40CrMon ja 50Mn:n mekaanisiin ominaisuuksiin
Kun sovellamme ohjattua öljyjäähdytystä noin 850 celsiusasteessa, 40CrMon myötölujuus saavuttaa vähintään 980 MPa, mikä tekee tästä materiaalista ihanteellisen erityisesti raskaiden kaivinkoneiden vaativiin tehtäviin. Toisaalta vesiin jäähdyttäminen toimii hyvin 50Mn-teräksen kanssa saadaksemme huomattavasti korkeamman kovuusarvon 55–58 Rockwell-asteikolla. On kuitenkin olemassa tärkeä varaus. Prosessi vaatii erittäin huolellista jälkilämmitystä, muuten nämä komponentit voivat kärsiä jännityskorroosion ongelmista, erityisesti kun niitä käytetään rannikolla, jossa suolaisen veden altistus on yleistä. Katsottaessa väsymisaikatestejä paljastuu jotain mielenkiintoista myös. Kun kuormituksen alla on toiminut 15 000 tuntia peräkkäin, 42CrMon rullat säilyttävät edelleen noin 95 prosenttia alkuperäisestä kapasiteetistaan. Se on itse asiassa 22 prosenttia parempi kuin vastaavien 50Mn-teräksisten osien kohdalla.
Riidanalyyysi: Ylikarkaistuksen riskit suurikuormaisissa ratahylsylaitteissa
Lämpökäsittely yli 650 °C voi pehmentää 42CrMo-pinnoja 12–15 HRC, mikä nopeuttaa kulumista vaativissa kaivinkoneen toiminnoissa. Viimeaikaiset tutkimukset kuitenkin osoittavat, että laajennettu matalan lämpötilan lämpökäsittely (230 °C 8 tuntia) vähentää tehokkaasti jäännösjännityksiä tekemättä kovuudella kompromisseja – erityisenä etuna on yli 80 tonnin kaivukoneiden suurille jälkikärryjen pyörille.
Kulumis-, iskusekäyttö ja jälkikärryjen pyörien kestoäärä kovissa olosuhteissa
42CrMo-jälkikärryjen pyörien kenttäkäyttö kovettavissa ja isku kuormituksissa
42CrMo-jälkikärryjen pyörät toimivat hyvin korkean rasituksen ympäristöissä tasapainoisen mikrorakenteen ja seosaineiden ansiosta. Ne kestävät kovempia partikkeleita ja iskuja yli 750 MPa ilman irtokautumista. Käytännön tiedot osoittavat, että nämä pyörät säilyttävät 92 %:a alkuperäisestä halkaisijastaan 2 000 tunnin jälkeen kivijyrkänteissä – 15 % paremmin kuin standardi 40Mn2 -versio.
Pinnan kovuuden ja kulumisvastuksen välinen korrelaatio kaivinkoneiden jälkikärryjen pyörissä
Pintakovuus (58–62 HRC) korreloi voimakkaasti kulumisvastuksen kanssa. Metallurgisten analyysien mukaan kuitenkin yli 64 HRC:n kovuus lisää haurautumisriskiä 30 %. Edistynyt lämmönkäsittely saavuttaa optimaaliset kovuusgradientit, takaen pinnan alla olevan taipumislujuuden (±40 J Charpy-iskulukuarvot) samalla kun yllätetään kulumisvastuksellisia pintoja kivikköisissä olosuhteissa.
Taipumislujuuden ja murtumisvastuksen tasapainottaminen iskuherkkäkäyttösovelluksissa
Nykyiset kulkurullasuunnittelut voittavat taipumislujuuden ja kovuuden välisen kompromissin seuraavien ratkaisujen avulla:
- Mikroseointi kromilla (1,2–1,5 %) ja molybdeenillä (0,2–0,3 %)
- Hallitut jäähtymisnopeudet (50–80 °C/s)
- Pintapuhalluksella indusoidut puristavat jäännösjännitykset (-800 – -1200 MPa)
Tämä integroitu lähestymistapa vähentää jännityskeskiötä 40 % verrattuna perinteisiin kautta kovikoituihin osiin.
Kestävyystiedot: Kulkurullan elinikä kierroksina optimoidulla lämmönkäsittelyllä
Oikein lämpökäsitellyt 42CrMo jälkikäsitellyt rullukelat kestävät 8 000–10 000 käyttötuntia puskutraktoreissa – 60 % pidempään kuin käsittelemättömät osat. Lämpökäsittelyn jälkeinen tarkka koneistus säilyttää ±0,05 mm:n mittatarkkuuden, estäen nopean kulumisen jälkikäsitellyissä ketjukoneistoissa. Viimeaikaiset tiedot osoittavat, että optimoidut rullukelat vähentävät vaihtotarvetta 35 % tyypillisissä kaivinkoneiden huoltokierroksissa.
Jälkikäsittely ja käytännön suorituskyky korkean kestävyyden jälkikäsitellyissä rullukeloissa
Pintahalkeilu ja pinnan vieritys: väsymisikä paranee
Pintahalkeilu aiheuttaa puristusjännityksiä, jotka viivästyttävät halkeamien syntymistä jopa 300 % puskutraktorin jälkikäsitellyissä rullukeloissa. Pinnan vieritys parantaa lisäksi kovuutta 15–20 % 42CrMo-osissa. Yhdessä nämä prosessit vähentävät kulumisnopeutta 34 % kivijauhoissa, kuten ASTM G65-2022 -testaus vahvisti.
Tarkka koneistus lämpökäsittelyn jälkeen ylläpitämään mittavakautta
CNC-työstöä lämpökäsittelyn jälkeen varmistaa ±0,01 mm tarkkuudet, jotka ovat kriittisiä luotettavan jälkikävelijän toiminnan kannalta. Virheellinen käsittelyjärjestys voi aiheuttaa 0,3 mm:n taipuman 50Mn-osissa karkaisun aikana – riittävän paljon lisätä ketjun kulumista 60 %. Johtavat valmistajat käyttävät nykyään prosessinvalvontaan laser-mittausjärjestelmiä säilyttääkseen geometrisen eheyden.
Tapaus: Materiaalin ja valmistusprosessin optimointi raskaspuhallus koneissa
Kun perinteisiä karpalointi- ja sorapientotekniikoita yhdistettiin moderniin tekoälyohjattuihin lämmönsekoitusprosesseihin 42CrMo-kaivinkoneiden jälkäpyörässä, valmistajat saivat näyttäviä tuloksia. Vuonna 2023 tehdyt testit osoittivat, että näillä käsitellyillä komponenteilla oli noin 40 % pidempi kesto, kun niitä käytettiin normaalilla 12 tonnin kuormalla käytön aikana. Laboratoriotutkimukset, jotka tehtiin Charpy-iskuluumakokeella, paljastivat paremman halkeamisvastuksen, saavuttaen noin 58 joulen energian absorbointikyvyn jopa pakkasessa, jossa lämpötila oli miinus 20 astetta Celsius-asteita. Kustannusten säästöt olivat yhtä merkittäviä kaivinkoneita käyttäville yrityksille, jotka saivat vähennettyä vuosittaisten vaihtokustannusten noin seitsemälläkymmenellä neljälläkymmenellä dollarilla jokaista yksittäistä pyöräyksikköä kohti laivastossa.
UKK
Mikä on pääasiallinen materiaali, jota käytetään kaivinkoneiden ja maansiirtoniiden jälkäpyörässä ?
Pääasialliset materiaalit, joita käytetään jälkien rulliin puskutraktoreissa ja kaivukoneissa, ovat seostettuja teräksiä, kuten 40CrMo, 42CrMo, 40Mn2 ja 50Mn. Näitä materiaaleja valitaan niiden lujuuden ja kulumisvastuksen vuoksi.
Miksi 42CrMo-seosterästä valmistetaan korkean rasituksen sovelluksiin?
42CrMo:ta suositaan korkean rasituksen sovelluksiin sen stabiilin suorituskyvyn vuoksi toistuvilla kuormilla, erinomaisen halkeilunkestävyyden ja parhennetun ruosteen- ja korroosionkestävyyden ansiosta sen kromi- ja molybdeenipitoisuuden vuoksi.
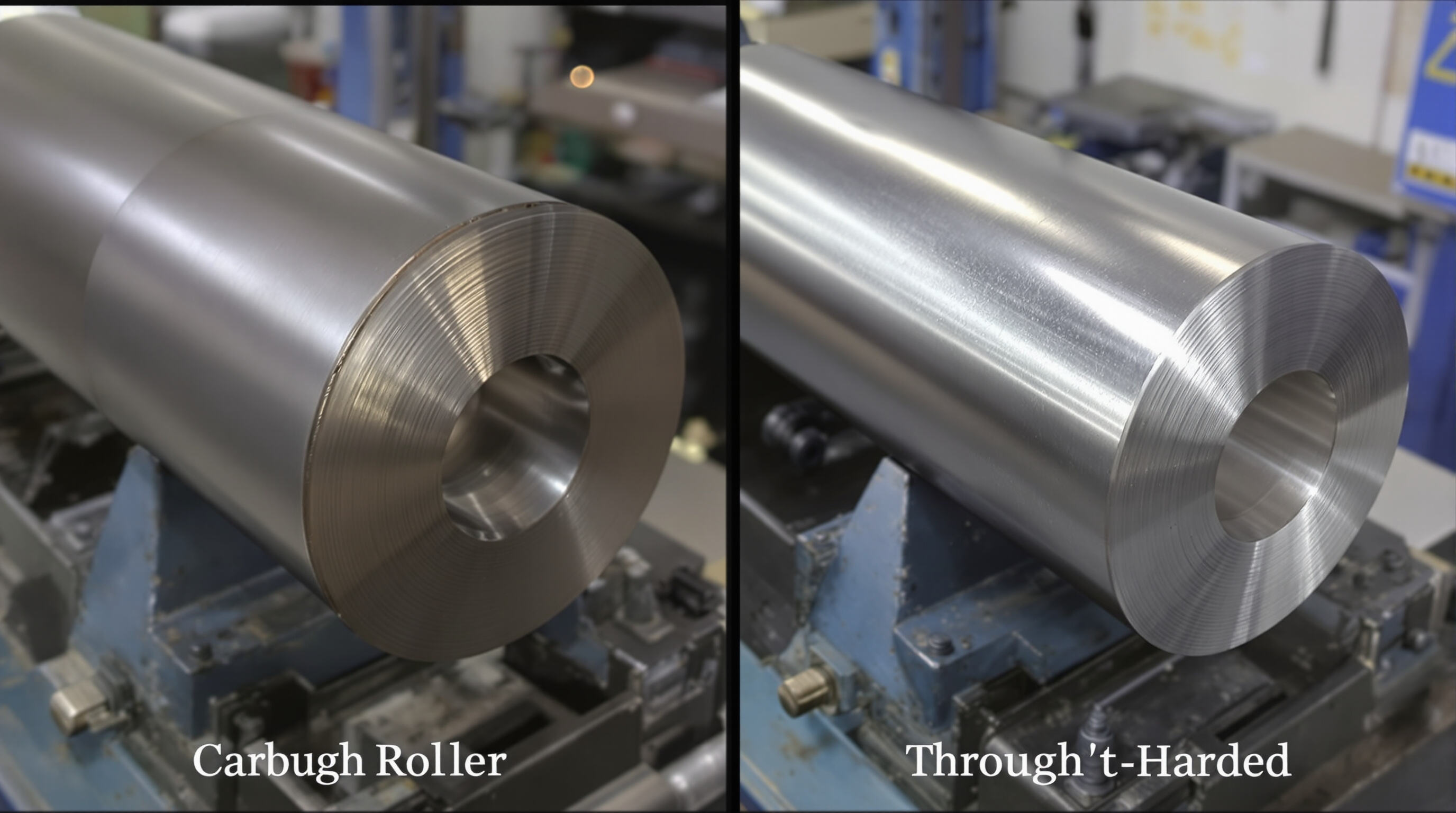
Mikä on etu käyttää karburoituja jälkien rullia verrattuna läpikarkaistuihin rulliin?
Karburoiduilla jälkien rullilla on kovempi ulkokerros, joka parantaa kulumisvastusta ja tekee niistä kestävämpiä kovissa olosuhteissa. Kuitenkin ne halkeilevat helpommin yllättävien raskaiden iskujen alla kuin läpikarkaistut rullit.
Miten lämmönkäsittely vaikuttaa jälkien rullien mekaanisiin ominaisuuksiin?
Lämpökäsittely, kuten uuttaminen ja jälkikuumennus, vaikuttaa jälkikuumennukseen parantamalla pinnan kovuutta, vähentämällä haurautta ja parantamalla murtumisvastusta sekä kokonaisvaltaista sitkeyttä.
Sisällys
-
Tärkeimmät materiaalit Jälkirengas maansiirto- ja kaivinkoneeseen Sovellukset
- Yleisesti käytetyt seostetut teräkset: 40CrMo, 42CrMo, 40Mn2 ja 50Mn
- Kiskojen rullaterästen mekaanisten ominaisuuksien vertailuanalyysi
- Miksi 42CrMo:ta suositaan korkean rasituksen kaivinkoneiden ja maansiirtoniittien jälkikäteenpyöriin valmistuksessa
- Hiilen ja seosaineiden vaikutus jälkien rullien kulumislujuuteen
- Teräksen mikrorakenteen optimointi parantaakseen kestävyyttä ja eliniän pituutta
- Karkaisu ja jälkikarkaisu: Ydintekniikat jälkikäskien lämpökäsittelyssä
- Karaistaminen vs. Koko poikkileikkauksen kovettaminen: Menetelmien valinta kulumisvastaisuuden perusteella
- Miten jälleenlämpökäsittely vähentää haurautta säilyttäen samalla pinnan kovuuden
- Lämpökäsittelyn vaikutus 40CrMon ja 50Mn:n mekaanisiin ominaisuuksiin
- Riidanalyyysi: Ylikarkaistuksen riskit suurikuormaisissa ratahylsylaitteissa
-
Kulumis-, iskusekäyttö ja jälkikärryjen pyörien kestoäärä kovissa olosuhteissa
- 42CrMo-jälkikärryjen pyörien kenttäkäyttö kovettavissa ja isku kuormituksissa
- Pinnan kovuuden ja kulumisvastuksen välinen korrelaatio kaivinkoneiden jälkikärryjen pyörissä
- Taipumislujuuden ja murtumisvastuksen tasapainottaminen iskuherkkäkäyttösovelluksissa
- Kestävyystiedot: Kulkurullan elinikä kierroksina optimoidulla lämmönkäsittelyllä
- Jälkikäsittely ja käytännön suorituskyky korkean kestävyyden jälkikäsitellyissä rullukeloissa
-
UKK
- Mikä on pääasiallinen materiaali, jota käytetään kaivinkoneiden ja maansiirtoniiden jälkäpyörässä ?
- Miksi 42CrMo-seosterästä valmistetaan korkean rasituksen sovelluksiin?
- Mikä on etu käyttää karburoituja jälkien rullia verrattuna läpikarkaistuihin rulliin?
- Miten lämmönkäsittely vaikuttaa jälkien rullien mekaanisiin ominaisuuksiin?

